Как самому нарезать резьбу на трубе
Содержание:
- Что следует знать о резьбе?
- Нарезание резьбы метчиком как нарезать резьбу вручную
- Как нарезать резьбу
- На нержавеющей трубе
- Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
- Используемые инструменты
- Правила нарезания внутренней резьбы метчиком
- Как нарезать правильно
- Внешний тип
- Виды инструментов
- Инструменты
- Нарезка резьбы
Что следует знать о резьбе?
При установке запорной арматуры, переходного тройника или муфты на металлическую трубу в обязательном порядке делается резьба, которая характеризуется следующими параметрами:
- Глубиной — расстоянием от основания резьбы до конца трубы.
- Профилем и его углом — поперечным сечением у витка, которое выполняется в виде треугольника, прямоугольника и других форм. Когда боковые грани витков пересекаются, образуется угол.
- Шагом — расстоянием, которое образуется между вершинами трубы или близлежащими витками.

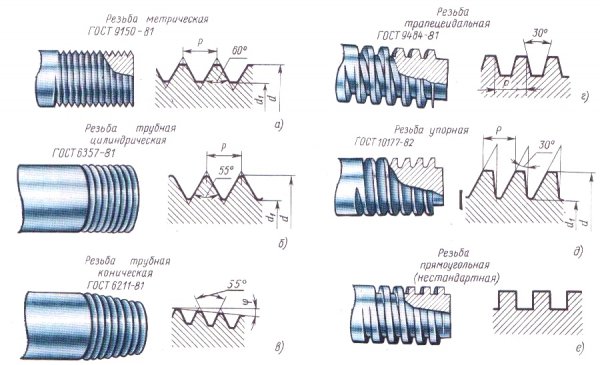
С определением профиля и шага стоит отнестись с максимальным вниманием, поскольку от этого зависит вид резьбы:
- Дюймовый — представляется как треугольник и используется при сборке элементов водопроводной трубы, а иногда — отопительной.
- Цилиндрический — вариант дюймовой резьбы, который имеет меньший шаг. Сглаженная верхняя кромка профиля напоминает цилиндр. Пример схемы наружной цилиндрической резьбы представлен ниже:
- Конический — вид позволяет получить герметическое соединение, что особенно актуально при использовании уплотняющих материалов.
- Метрический — вид используется для патрубков небольших диаметров. Может быть трапециевидным — внешний угол делается в 30 градусов, а стороны витки напоминают трапецию. Для болтовых соединений может применяться также прямоугольная резьба, поскольку она делает фиксацию более надежной. Вот схема метрической резьбы, которая имеет вид равностороннего треугольника:
Нарезание резьбы метчиком как нарезать резьбу вручную
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.
Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.
Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.
Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.
На нержавеющей трубе
Часто при изготовлении труб применяется нержавеющая сталь. Она характеризуется высокой прочностью и устойчивостью к воздействию коррозии. Однако, присутствие большого количества легирующих элементов приводит к снижению степени обрабатываемости. Именно поэтому с нарезанием резьбы может возникать довольно много трудностей.
Упростить процесс нарезания можно при обильном применении смазывающего вещества. Кроме этого, нужно выбирать плашку или метчик из износостойкого материала, который не будет тупится в процессе обработки.
В заключение отметим, что необязательно обладать какими-либо навыками или иметь специальные инструменты для получения резьбы на поверхности труб
Важно правильно использовать выбранный механизм нарезания резьбы, а также следить за наличием смазывающего вещества. Стоит учитывать, что недостаточное количество смазки может привести к заклиниванию плашки или метчика
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Используемые инструменты
На сегодняшний день для внешней резьбы используются следующие виды клуппов:
- трубные (обычный вид);
- клуппы Маевского;
- трещотные.
Обычные клуппы применяют при создании витков своими руками. Также они используются при малых объемах выполняемых работ. При нарезании применяются раздвижные и нераздвижные плашки.
Трубные приспособления изготовляются в двух видах:
- для диаметров от 15 до 20 мм;
- для диаметров выше 25 мм.
Инструкция по нарезанию трубными клуппами следующая:
- Для начала нужно зажать трубу в тисках, или прижимах.
- Далее ее конец нужно очистить от ржавчины и прочих загрязнителей.
- Очищенный конец смазывается олифой.
- Далее на трубу надевают клупп и при помощи ударов киянкой садят его на место.
- Убедившись в правильности расположения можно начинать вращение для нарезания канавок до требуемого предела.
Также часто можно встретить при создании витков такое приспособление как клуппы Маевского. Плашки для него производятся в двух вариантах: №1 (15 и 20 мм) и №2 (25 и 32 мм). Для других диаметров лучше всего применять обычные, вышеуказанные клуппы.
Среди преимуществ клупп Маевского модно выделить небольшой вес, простоту конструкции, неприхотливость в уходе и возможность горячей замены плашки
Следует отметить важность точной их установки в соответствии с метками

Инструменты для нарезки резьбы
Трещотный вид данного инструмента применяется при диаметрах элементов в 15, 20 и 25 мм. Для максимально удобного использования в таких приспособлениях используется храповый механизм, который позволяет производить нарезку на элементах, которые расположены в труднодоступных местах. При диметре меньше 25 мм все производится за один проход. В иных случаях требуется двойное прохождение.
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Внешний тип
Создание внешней резьбы на болтах, стержнях и винтах производится плашкой. Это специальное приспособление в виде шайбы, которое имеет посредине отверстие. Разделяют плашки в зависимости от их устройства на:
- цельные;
- раздвижные;
- призматические;
- круглые.
Цельные приспособления представляют собой шайбы, имеющие неизменный диаметр, и они не разбираются. Т.е. под каждый размер стержня требуется использовать разные приспособления.
Раздвижные типы, в отличие от цельных, могут применяться при небольших изменениях диаметра стержня. При этом их крепление производится в клуппе так, чтобы все номера на частях полностью соответствовали номерам на самой раме. Также между упором и плашкой ставится специальная пластина, которая не дает треснуть корпусу от давления.
Призматические виды применяются при нарезке на 32 трубе и других распространенных диаметрах. Они состоят из двух разъемных частей, на которых с внешних сторон имеются канавки.
Круглая плашка устанавливается в вороток-легкодержатель, и может иметь один или несколько специальных мест под упорные винты.
Желательно сказать, что на нержавеющей трубе нарезка производится довольно тяжело, так как этот вид стали имеет высокие показатели твердости. Другие металлы легко обрабатываются и вручную, что дает возможность сэкономить время и деньги.
Виды инструментов
 Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
В комплект для нарезки входит два метчика. Их главным отличием является глубина прорезывания канавки:
- Черновой — № 1.
- Чистовой — № 2.
Приспособление плашка
Это приспособление иногда называют леркой. Инструмент снабжён своеобразной гайкой, имеющей несколько отверстий. Именно она и создаёт режущие кромки.
Промышленность выпускает лерки разной формы:
- Клупп.
- Круглые.
- Разрезные.
- Раздвижные.
- Цельные.
https://youtube.com/watch?v=6Z6h1XBptDE
Описание клуппа
 Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Этим инструментом очень удобно работать. Резьба получается очень чистой и надёжной. Небольшой вес приспособления, простота конструкции позволяет быстро заменить резцы.
К важнейшей характеристике клуппа относится материал, из которого он изготовлен. Для создания плашки применяется дорогая инструментальная сталь. А ведь резьбу создают только резцы. Именно они должны отличаться высокой прочностью.
У клуппа отсутствуют дорогие нефункциональные элементы. Поэтому набор клуппов стоит намного меньше. Себестоимость нарезки резьбы на трубе из нержавеющей стали резко снижается. Домашние умельцы, не желая нести большие финансовые потери, предпочитают работать таким инструментом.
Самостоятельная нарезка
Для работы можно использовать несколько инструментов:
- Метчик.
- Плашка.
- Клупп.
Какой именно выбрать набор инструмента зависит от нескольких факторов. Особенно это касается вида резьбы. Ведь она может быть внутренней или наружной. После выбора плашки необходимо выполнить несколько шагов.
- Отрезается старая резьба. Не стоит пытаться её восстановить. Она все равно останется негерметичной, появится протечка. Срез должен получиться строго перпендикулярным относительно продольной оси трубопровода.
- Если имеются следы коррозии на трубе, сегмент нужно удалить полностью.
- Чтобы плашку было легче накручивать на трубу, её торец должен иметь заходную фаску.
- Для более лёгкого накручивания, месторасположения будущей резьбы смазывается маслом.
- После нарезки нескольких витков, плашку нужно прокрутить назад. Выполняя последовательное кручение вперёд и назад, нарезается резьба нужной длины.
- После окончания операции удаляются металлические опилки.
- Чтобы проверить качество работы, на трубу нужно накрутить предполагаемую деталь.
Если все в порядке, количество витков соответствует сопрягаемой детали, можно провести уплотнений соединения и начать монтаж трубопроводной системы.
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.
С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Нарезка резьбы
Инструменты
Лерка
Клупп с трещоткой
- Как вы понимаете, основным приспособлением, которым производится нарезание резьбы на трубах, является лерка, но сама по себе она не эффективна, так как для неё нужен рычаг, чтобы привести её в действие. Сразу можно оговориться, что рычаг должен быть специализированным, например, если вы зажмёте её газовым ключом и попытаетесь резать резьбу, то лерка, скорее всего, лопнет.
- Режущий инструмент закрепляется в клуппе – это рамка с рукоятками – так, рамка обжимает призматическую или квадратную лерку, усиливая её прочность, а ручки, завинченные по бокам, служат в качестве рычага. Но такое приспособление удобно в тех случаях, когда для рычагов есть простор, но если болванка находится у стены, то их приходится постоянно откручивать и закручивать заново. Поэтому, здесь гораздо удобнее использовать трубный клупп с трещоткой, как на фото вверху – наличие стенки с одной или даже с двух сторон (угол) в этом случае не будут серьёзной помехой.
Электрический резьбонарезной клупп SQ30-28
Электрический клупп или станок для нарезания резьбы на трубах тоже является ручным инструментом, который можно использовать в любой плоскости, к тому же головку можно вставлять с любой стороны, следовательно, обе стороны у него рабочие. Благодаря мощному редуктору, вы практически не будете прилаживать усилий при нарезке резьбы, но его цена, соответственно, тоже гораздо выше той же трещотки. Несмотря на универсальность, такой инструмент, по сравнению с рычажным клуппом достаточно громоздкий и требует оперативного простора для нарезки резьбы на болванке.
Практические советы
Снимаем фаску
Прежде всего, инструкция требует ровно обрезать трубу, так как в противном случае лерка будет продвигаться наискосок, следовательно, резьба получится нечёткой, со сбитым шагом или же вы вообще не сможете зацепиться за край.
Здесь, особенно, если болванка находится у стены, вам не поможет никакая разметка – для ровного реза нужно вырабатывать точный глазомер. Даже если вам не удался ровный срез с первого раза, то вы всегда сможете тем же диском подровнять более высокий край, чтобы по отношению к стенке трубы получился угол 90⁰.
Очень важно обратить внимание на состояние металла – учитывая то, что обычно такие работы производятся со старым водопроводом или отоплением, стенки могут быть изъедены коррозией, а нарезанная резьба сделает их ещё тоньше. Поэтому, вам следует либо добраться до “живого металла”, как это обычно называют мастера, либо вообще заменить старую трубу новой
На ровном срезе вам нужно снять фаску, которая позволит лерке “зацепиться” за металл, только постарайтесь, чтобы скос был равномерным по всей окружности – так головка будет накручиваться ровно.
Применяем клупп с трещоткой
После того, как вы убедились, что срез получился ровный и фаска с него снята правильно, смазываете рабочую поверхность болванки (желательно салом) и насаживаете на её конец станок (резьбонарезной трубный набор). После этого прикладываете стенок головкой к обрезанному концу строго под прямым углом и, надавливая сверху, потихоньку, без резких движений, начинаете вращать ручку.
Давить следует до тех пор, пока лерка основательно не закусит металл – для этого нужно нарезать хотя бы полтора-два кольца. После этого давление можно прекратить – станок будет продвигаться благодаря полученному зацепу.
После нарезки первых шагов вам нужно прокрутить станок в обратную сторону – это позволит сколоть стружку, так как в противном случае движение будет сильно затруднено.
https://youtube.com/watch?v=gCtH9aHArz4
Кроме того, не стремитесь пройти весь оставшийся после зацепа участок за один раз – через два-три витка давайте обратный ход, чтобы избавится от стружки, и по мере надобности добавляйте смазки. Если вы пользуетесь трещоткой, то перед началом работ обязательно проверьте её холостой ход и в случае необходимости отрегулируйте его своими руками.








