Какие необычные изделия можно сделать на токарном станке по дереву?
Содержание:
- Режущий инструмент токарного станка
- Разряды токарей
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Какие операции по металлу можно выполнять
- Конструкция токарного станка
- 3 Краткое описание самых распространенных видов токарных агрегатов и их фото
- Конструктивные особенности
- Классификация
- Основные конструктивные особенности
- Проектирование и чертежи с размерами
- Ценовой диапазон
- Особенности работы на токарном станке по металлу
- Передняя бабка
- Принцип работы
Режущий инструмент токарного станка
Режущим инструментов является часть оборудования, которая применяется для формирования поверхностей путем отделения лишнего слоя материала от заготовки.
- Резец. Лезвие для обработки вращательными и поступательными движениями, при этом движение может осуществляться в нескольких направлениях. Резцы бывают расточные, резьбовые, подрезные, фасонные, отрезные и канавочные.
- Фреза. Инструмент с лезвием, производящий вращательные движения без смены радиуса. Обеспечивает одно движение подачи с направлением, не совпадающим с осью вращения.
- Осевой инструмент. Осуществляет вращение и движение подачи, которое происходит вдоль оси. К осевым инструментам относится сверло, зенкер, развертка, зенковка, цековка, метчик и плашка.
- Протяжка. Инструмент с множеством лезвий, предназначенный для формирования детали с помощью вращательных и поступательных движений при отсутствии подачи.
- Ножовочное полотно. Полоса с множеством зубьев-лезвий, используемая для прорезания и отрезания пазов.
- Шевер. Приспособление для чистовой обработки колес с зубьями. Существуют червячные и реечные шеверы.

По способу крепления инструменты бывают насадными и хвостовыми. По форме делят на дисковые, конические, цилиндрические и пластинчатые.
Разряды токарей
В процессе профессионального роста токарь может получить более высокий разряд, который требует наличия знаний, совершенствования техники работы и владения инструментом.
- 1 разряд — дается ученику, не имеющему профессиональных навыков;
- 2 разряд — приобретает специалист, который имеет опыт обработки деталей по 12–14 квалитетам на универсальных станках;
- 3 разряд — работник умеет обрабатывать детали на станках по 8–11 квалитетам и подтвердил знания о наладке оборудования, заточке инструмента и устройстве плазмотрона;
- 4 разряд — токарь, владеющий знаниями о специальных приспособлениях, правилах термической обработки, калибровке профилей и подготовке к работе режущего инструмента;
- 5 разряд — специалист, владеющий навыками обработки сложных деталей до 6–7 квалитета, правильной последовательности проверки токарных станков и регулирования инструментов;
- 6 разряд — высшая отметка, отражающая профессиональную подготовку работника, его знания и практические навыки в работе, обслуживании и наладке станков.

Для получения следующего разряда токарю необходимо пройти обучение и сдать соответствующий экзамен.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Конструкция токарного станка
Основными узлами являются:
- Станина — несущая конструкция, на которой расположены все узлы.
- Передняя бабка — в ней находится шпиндель, который вращается с деталью, и коробка скоростей.
- Задняя бабка — дополнительно фиксирует деталь во время обработки в центрах. Пиноль служит для крепления режущего инструмента (сверла, развертки).
- Суппорт — несет резцедержатель, в который крепятся токарные резцы. Перемещается в поперечном и продольном направлении на заданной скорости.
- Коробка подач — обеспечивает движение от ходового винта или вала на суппорт.
Важно!
На большинстве моделей главные узлы унифицированы.
3 Краткое описание самых распространенных видов токарных агрегатов и их фото
Штучные заготовки и изделия из прутков обрабатываются на токарно-револьверных установках. Указанные заготовки и прутки располагают не одной, а несколькими поверхностями, поэтому для их обработки требуется производить многоинструментальную настройку станка. Она становится возможной именно за счет наличия револьверной головки, на которой предусмотрено два и более гнезда для размещения рабочего инструмента в державках. Обслуживание револьверных установок сравнительно сложное, но его функциональность того стоит. Некоторые модели токарно-револьверных агрегатов – 1Е316П, 1Г340ПЦ, 1П371, 1А341.
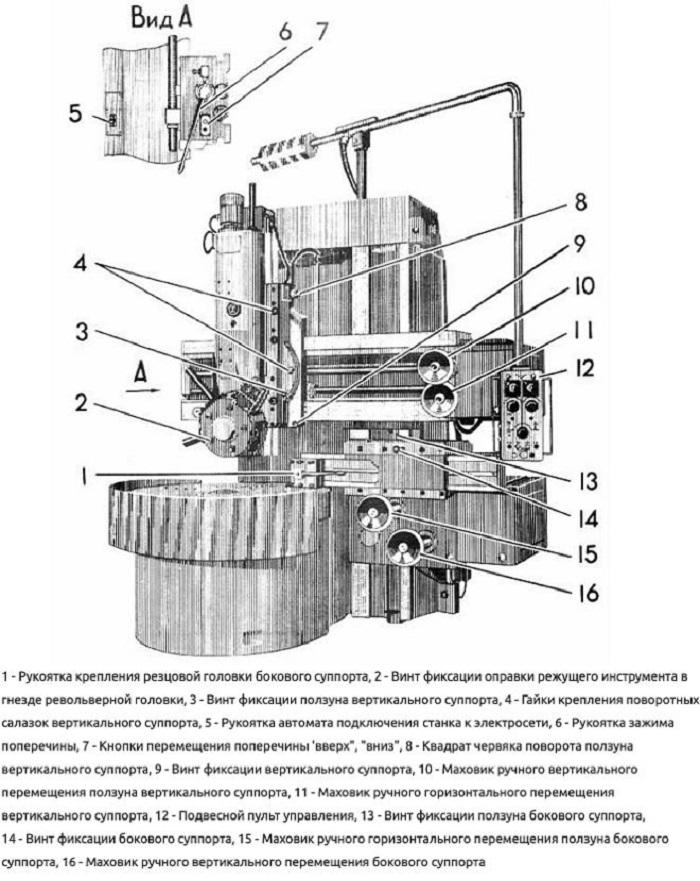
Токарно-карусельные станки (модели 1550, 1541, 1Л532, 1512 и другие) используются для работы с тяжелыми изделиями относительно небольшой длины с крупными диаметрами (маховики, колеса зубчатого типа и так далее). На этом оборудовании изначально можно осуществлять растачивание и точение, прорезать канавки, обрабатывать торцы деталей. Если же снабдить такие токарные станки по металлу дополнительными приспособлениями, можно будет сказать, что они превратятся в универсальные, ведь на них станет доступным нарезание резьбы, шлифование металла, фрезерование и многие иные процедуры.
Токарный многошпиндельный автомат (например, 1П365, 1Б140) применяется при серийной обработке точных и сложных заготовок из труб, а также из шестигранного, круглого, квадратного калиброванного проката, полученного по холоднокатаной технологии. Он имеет повышенную жесткость конструкции и мощный привод, что гарантирует отличную производительность. При этом его обслуживание мало чем отличается от технической «заботы» об обычном токарном станке. Любой современный автомат с несколькими шпинделями способен производить нарезание и накатывание резьбы, растачивание, фасонное и черновое обтачивание и другие операции.
Чаще всего применяемыми по праву считаются токарно-винторезные станки. Практически любой подобный агрегат – это универсальный токарный станок, дающий возможность выполнять весь спектр токарных операций. Модели таких установок (16Б16А, 16П16П, 16К50, 16К20 и другие) можно встретить на любом производственном предприятии. Конструктивно каждый универсальный токарный станок имеет одну и ту же компоновку, которая лишь незначительно отличается у разных агрегатов. Другими словами, он состоит из идентичных узлов.
Конструктивные особенности
Устройства имеют особенности конструкции. Основные элементы присутствуют у всех токарных станков, но аппараты карусельной группы отличаются своим устройством.
Стол
Основной конструкции устройства является стол. Именно на нем располагается обрабатываемая деталь. Горизонтальная площадь стола облегчает установку на него заготовок серьезного веса.
Стойки
Станки карусельного вида могут иметь от одной до двух стоек. Одностоечные модели бывают как ручного управления, так и ЧПУ. На станках с одной стойкой обрабатываются болванки с диаметром, не превышающим 1500 мм. На двухстоечных аппаратах можно работать с деталями очень внушительного размера, до 25000 мм. Наличие двух стоек позволяет повысить устойчивость конструкции.
Траверс
Траверс или поперечина осуществляет дополнительное движение. С помощью этого элемента резец подводят к поверхности детали. На траверсе фиксируются резцедержатели, движущиеся по горизонтальным направляющим.
Суппорты
Суппорты передвигаются по направляющим станины. У станка с двумя стойками содержится револьверный и расточный суппорты. С помощью револьверного суппорта можно сделать такие операции: обработка открытых поверхностей, подрезание торцов, сверление отверстий.
Расточный суппорт необходим для обработки конических поверхностей, растачивания отверстий и прорезания проемов. В одностоечной модели установлен боковой суппорт, с его помощью происходит обработка наружных площадей.
Важно!
Возможность установки различных видов суппортов значительно увеличивает функциональность оборудования. Деталь может обрабатываться несколькими видами резцов одновременно.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.

Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Проектирование и чертежи с размерами
Проектирование начинается с определения видов работ и размеров обрабатываемых заготовок. На основании этого намечаем габаритные размеры, мощность двигателя привода, длину станины. Необязательно вычерчивать все детали по ГОСТ. Достаточно технического рисунка всех деталей.
Рассчитать точки сверления, определить размеры сопрягаемых деталей. Отдельно надо разработать кинематическую схему и электрическую схему. В кинематической схеме определим межцентровые расстояния шестеренок или шкивов коробки передач. Электрическая схема даст возможность правильно подключить электрооборудование.
Ценовой диапазон
Цены для разных моделей разнятся в зависимости от функционала, удобности и возраста. К примеру, на торговых площадках в интернете можно купить довольно простой часовой токарный станок за триста пятьдесят долларов. Однако, для промышленного производства такой не подойдёт, да и такие станки будут в основном устаревшие.
В то же время можно купить этакого «Короля от мира часовых станков» — Schaublin 70. Производит его швейцарский завод, и качество у него просто на высшем уровне. Однако, за такое сокровище нужно отдать около 662 400 рублей, что достаточно солидная сумма.
На данный момент это — самый дорогой станок из ныне производимых, поэтому все остальные модели по своей цене находятся между продающихся на торговых площадках в интернете и с Schaublin 70. В основном, цена на новые модели будет составлять от 200 000 до 500 000 тысяч.
Особенности работы на токарном станке по металлу
Чтобы создавать качественные изделия на токарном станке, нужно учитывать некоторые особенности и рекомендации опытных мастеров. Советы по использованию и обслуживанию:
Прежде чем начать работу требуется проверить крепления основных деталей, резцов и заготовки
Они не должны двигаться при касаниях
Также важно уделить внимание первичной настройке.
Не рекомендуется класть на станину посторонние предметы или инструменты.
После выключения станка рабочую поверхность и резцы нужно продуть с помощью компрессора.
Подвижные элементы требуется смазывать для предотвращения застреваний.
При работе с заготовками необходимо надевать защитные очки, чтобы избежать попадания стружки в глаза.. После завершения работы нужно почистить станок от скопившейся грязи и отходов производства
Нельзя работать повреждённым резцами, свёрлами и фрезами. Станки с числовым программным управлением требуют постоянной диагностики. Работать за ними могут люди с опытом программирования. Оператор настраивает программу, по алгоритму которой будут двигаться подвижные элементы и работать двигатели
После завершения работы нужно почистить станок от скопившейся грязи и отходов производства. Нельзя работать повреждённым резцами, свёрлами и фрезами. Станки с числовым программным управлением требуют постоянной диагностики. Работать за ними могут люди с опытом программирования. Оператор настраивает программу, по алгоритму которой будут двигаться подвижные элементы и работать двигатели.
Урок №1. Устройство и принцип работы токарного станка с ЧПУ (CNC). Токарные станки являются ключевым оборудованием на различных видах производства. С их помощью можно совершать ряд операций, которые облегчают труд человека.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.