Пайка полипропиленовых труб. полезные советы и инструкция
Содержание:
- Какие ошибки мастера совершают чаще всего?
- Инструмент для спаивания
- Разновидности труб, подлежащих сварке
- Сварка полиэтилена горячим предметом
- Устройство, характеристики и свойства
- Советы и рекомендации
- Способы пайки труб из полипропилена
- Приступаем к спаиванию
- Краткая инструкция
- Пошаговая инструкция по пайке пластиковых труб
- Аппарат для пайки труб
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
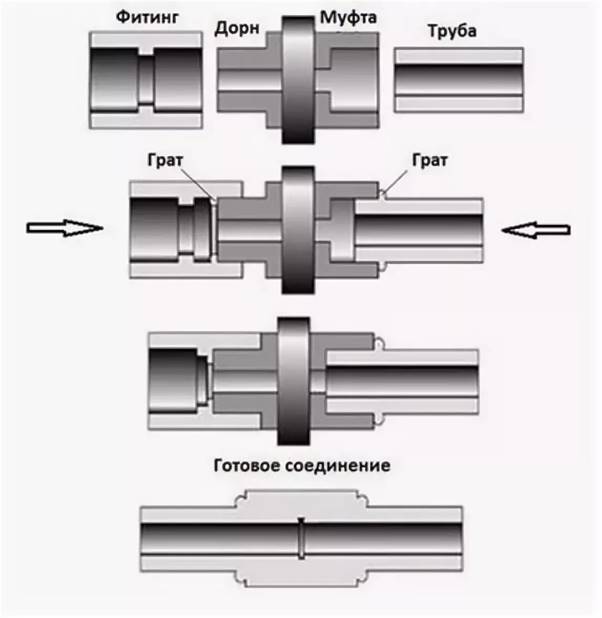
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте
сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин —
одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной
фитинг, сразу между собой трубы не спаиваются!
Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров
труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном
приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места
пайки.
При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в
толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы
алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При
спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.
Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако
это скорее экстремальные варианты, ножницы нужны!
Карандаш и рулетка — также необходимые инструменты.
Разновидности труб, подлежащих сварке
Понятие «пластиковые трубы» включает в себя несколько видов сантехнических изделий из разных полимеров. Они различаются сферой применения (для водопровода или канализации), техническими характеристиками и способом монтажа.
Методом сварки монтируются следующие полимерные трубы:
- Полипропиленовые (РР). Трубопровод из этого материала выдерживает высокие температуры и давление и отличается износостойкостью и долговечностью. Полипропилен применяется для монтажа контуров холодного и горячего водоснабжения, а также систем отопления, монтаж которых производится с использованием армированных полипропиленовых материалов.
- Полиэтиленовые (РЕ). Обладая всеми преимуществами полипропилена, полиэтиленовая труба отличается более высокой гибкостью и пластичностью, поэтому в отличие от полипропиленовых изделий хранится и реализуется в рулонах. Единственный минус по сравнению с полипропиленом — более низкая термоустойчивость, поэтому полиэтилен непригоден для использования в системах отопления и горячего водоснабжения.
- Поливинилхлоридные (ПВХ). Ассортимент продукции из этого полимера обширен — с большим диапазоном диаметра, жесткости и рабочего давления. Отличительная особенность поливинилхлорида — высокие бактерицидные свойства.
Существуют виды пластиковых труб, сборка коммуникаций из которых не требует сварочных работ. К таким относятся:
- из сшитого полиэтилена;
- металлопластиковые трубы.
Трубопровод из этих материалов монтируется при помощи металлических соединительных элементов — фитингов, что увеличивает стоимость монтажа.
Сварка полиэтилена горячим предметом
Сваривание пленки с помощью электропаяльника: а — вид шва; б — устройство электропаяльника для сваривания пленки.
Удобнее всего такую операцию делать при помощи металлического ролика с нагревательным прибором внутри. Но чтобы сделать такой прибор в домашних условиях, нужно обладать достаточно высокой квалификацией электрика.
Поэтому народная смекалка нашла вполне удовлетворительную замену такому инструменту — обычный утюг. Поскольку полиэтиленовая пленка разных марок плавится при разных температурах, то никаких конкретных рекомендаций по температурному режиму сварки дать нельзя.
Температуру разогрева утюга для сварки придется определять путем проб и ошибок. Если температура утюга окажется недостаточной, то пленка не проварится, если же утюг разогреть слишком сильно, шов получится «переварен», слабым, к тому же пленка по бокам шва будет легко рваться. Единственное, что можно посоветовать изначально, — утюг не должен быть слишком уж горячим.
Сама технология спайки очень проста. Чтобы сделать шов аккуратным и ровным, спайку лучше производить на ровной деревянной поверхности. Края пленки нужно положить на эту поверхность с небольшим нахлестом друг на друга (0,5-1 см). По этому нахлесту и нужно провести носиком или ребром нагретого утюга. Прохождение должно быть не больше секунды на одном месте, иначе пропалите пленку.
ПВХ пленку можно узнать по желтоватому оттенку края рулона.
Но при таком способе спайки есть один очень важный негативный момент: разогретая полиэтиленовая пленка очень часто прилипает к утюгу. Чтобы этого не случилось, лучше перед спайкой прикрыть полиэтиленовый шов тонким листом целлофана, и потом уже пройтись по нему утюгом.
Прочность спайки можно проверить, просто потянув спаянные куски в разные стороны. Если шов расходится — значит, качество пайки неудовлетворительное, и нужно повторить все с самого начала. Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.
Устройство, характеристики и свойства
Паяльник для полипропиленовых труб или сварочный утюг – инструмент, состоящий из следующих элементов:
- Термоизолирующий корпус с рукоятью, на котором располагается регулятор температуры, а также индикаторы нагрева и готовности. Внутри находятся электрические компоненты, отвечающие за стабильную работу инструмента. Некоторые модели имеют собственный микропроцессор, обеспечивающий электронное поддержание заданной температуры и отвечающий за срабатывание оповещения о достижении заданных параметров нагрева.
- Литой металлический кожух, внутри которого находятся нагревательные ТЭНы. Это может быть плоская плита, либо же круглый нагреватель.
- Насадки (обычно разноразмерный комплект), крепятся к основе инструмента. Их еще называют нагревательными гильзами или соединительными чашками.
Спайку двух небольших элементов полипропиленового трубопровода производят с использованием специальной подставки, на которую устанавливают термоинструмент для удобства работы.
Подставка всегда входит в комплектацию всего набора, она бывает вильчатой, где основание изготовлено из металлического прута, изогнутого в форме U, либо же крестовидной.
Последний вариант нередко оснащается струбциной для крепления, например, к столу.
Типы насадок и их размеры
В зависимости от разновидности нагревателя используются соответствующие типы насадок:
- Стержневые (непарные) насадки – устанавливаются на паяльники с цилиндрическим нагревателем. Конструкция позволяет работать в стесненных местах, например, у стен, радиаторов.
- Парные насадки – для инструмента с нагревателем в виде вертикальной плоской плиты, в которой расположены технологические отверстия для их крепления. Фиксируются с обеих сторон инструмента, продаются комплектами по 2 штуки, собственно, по этой причине и называются парными.
Насадки зачастую входят в комплект паяльника, а в инструкции к инструменту указываются их необходимые параметры.
В профессиональной сфере специалисты работают с трубами любого диаметра, начиная от 10 мм, заканчивая 160 мм и выше.
Естественно, под каждый размер в продаже можно найти соответствующие насадки.
В быту же применяют паяльники для полипропиленовых труб диаметром до 63 мм включительно, что соответствует двухдюймовому металлическому трубопроводу.
Востребованными считаются следующие размеры насадок:
- №20 – под диаметр 0,5 дюйма.
- №25 – под 0,75 дюйма.
- №40 – под 1,25 дюйма.
Кабель и вилки
Подключение паяльника для полипропиленовых труб к электросети производится путем штепсельной вилки с заземлением.
Длина штатного кабеля составляет 1 – 2 м.
Если планируется использование аппарата в месте, удаленном от источника электроэнергии, требуется применять промышленный удлинитель с соответствующим сечением токопроводящих жил, а также наличием заземления.
Материал
Корпус и подставка инструмента изготавливаются преимущественно из стали, во избежание коррозийного воздействия окружающей среды их покрывают краской.
Нагревательный элемент состоит из пары ТЭН, изготовленных, зачастую, из нержавеющей стали марки 304, заключенных в алюминиевую рубашку.
Материалом для насадок выступает алюминий с тефлоновым покрытием, обладающим антиприлипающими и антипригарными свойствами, либо же металлизированный тефлон.
Рукоятка изготавливается из ударопрочного пластика с рифленой поверхностью для предотвращения выскальзывания устройства из рук в процессе работы.
Паяльник для полипропиленовых труб всегда укомплектован в металлический кейс.
Длина паяльника в среднем составляет 400 – 450 мм, ширина 100 – 150 мм, а высота 155 – 270 мм.
Весит инструмент 1 – 4 кг.
Мощность и температура нагрева
Мощность инструмента – одна из важнейших его характеристик, которая определяет эффективность прибора и время нагрева его насадок, а также возможность работать с трубами конкретного диаметра.
Показатели мощности паяльников для полипропиленовых труб бывают от 500 до 2000 Вт и выше, в зависимости от размеров труб, которые предстоит сваривать.
Температура нагрева паяльника без ручной регулировки режима работы составляет 270 – 300 градусов.
У моделей, оснащенных плавной регулировкой, диапазон нагрева может варьироваться в пределах 0 – 300 градусов.
Время нагрева, в зависимости от мощности и размера используемых насадок, составляет 5 – 20 минут.
Следует отметить, что некоторые модели поддерживают два режима нагрева, то есть оператор может включать инструмент на всю мощность или на ее часть, например, на 2 кВт или 1,3 кВт.
Аппараты мощностью до 1 кВт имеют один нагревательный ТЭН.
Советы и рекомендации
 Итак, выше мы уже выяснили, как правильно с применением паяльника спаять пластиковые водопроводные трубы. Но помните, чтобы установленный водопровод мог работать длительное время и без проблем, рекомендуется соблюдать некоторые рекомендации.
Итак, выше мы уже выяснили, как правильно с применением паяльника спаять пластиковые водопроводные трубы. Но помните, чтобы установленный водопровод мог работать длительное время и без проблем, рекомендуется соблюдать некоторые рекомендации.
В первую очередь во время работы обязательно учтите то, что насадки на устройстве имеют тефлоновое покрытие, которое не допускает появление нагара. После каждого использования прибора (после сварки) обязательно удаляйте деревянной лопаткой остатки оплавления. Удалять их после остывания насадок запрещено, поскольку это может деформировать покрытие, а также вызывать поломку прибора.
Проводить первичное сваривание можно только через пять минут после того, как сварочный паяльник разогреется, а если речь идет о соединении армированных труб, то нужно с применением шейвера снять два внешних слоя конструкции:
- алюминиевый;
- полипропиленовый.
 И только уже затем элементы можно соединять согласно методике.
И только уже затем элементы можно соединять согласно методике.
Все виды сварочных работ нужно проводить исключительно при положительной температуре окружающей среды.
Следующая рекомендация — это не прокручивать или не производить смещения конструкций в период остывания после их стыкования.
И последнее — все работы нужно выполнять уверенно, все элементы нужно размещать на одной оси. Если соединение будет выполнено некачественно, то потребуется отрезать узел и сварить его заново.
Особое внимание нужно уделить работе по установке таких фиксированных элементов, как:
- отводы;
- фитинги;
- вентили;
- тройники;
- переходники.
Качество сварных соединений может быть плохим, если при работе со сварочным оборудованием не соблюдать правила элементарной безопасности
Примите во внимание все перечисленные выше правила и рекомендации, чтобы ваш водопровод был установлен качественно и быстро, а затем мог прослужить многие годы
Способы пайки труб из полипропилена
Для соединения труб из полипропилена можно воспользоваться одним из трех способов. А именно:
- используя диффузную пайку (при помощи специального устройства – «утюга»);
- паять с применением электрофитинга;
- использование холодной спайки.
Самым распространенным методом считается диффузная пайка. При этом используются различные доборные фитинги и электронагревательный прибор (паяльник или «утюг»). Об этом способе будет более подробно рассказано чуть ниже.
При соединении при помощи электрофитинга используются специальные соединительные элементы. Они надеваются на концы труб. После этого подается электрическое напряжение на особые металлические вставки в фитинге. В результате нагрева металла плавится полипропилен, а после остывания создается прочное соединение.
Такой метод используется редко, только в тех случаях, когда спайка с использованием «паяльника» невозможна. Также таким способом создания коммуникаций из полипропиленовых труб пользуются крупные строительные компании, при выполнении больших объемов работ. Дело в том, что сами электрофитинги довольно дорого стоят, поэтому использовать их в домашних условиях невыгодно.
Еще один метод соединить трубы из полипропилена – это использование холодной сварки. Специальный клей наносится на нужный участок. Своим составом клеевая масса немного размягчает полипропилен. В результате создается прочное и надежное соединение. Более подробно с этим методом можно ознакомиться, просмотрев видео из интернета.
Но и у этого метода есть свои недостатки. Во-первых, холодную пайку можно использовать только при монтаже коммуникаций для подачи холодных жидкостей (холодного водопровода). При нагреве соединение может потерять свою герметичность. Во-вторых, трубы необходимо прочно крепить. Если использовать холодную спайку на участках, где возможны подвижки трубопровода, то соединение (со временем) даст течь.
Приступаем к спаиванию
Видео 2. Как паять правильно
Теперь приступим непосредственно к спайки поверхностей. Для этого потребуется прибор для пайки пластиковых труб и, непосредственно, сами заготовки. Самое главное здесь – следить за температурой разогрева прибора для пайки, чтобы она была оптимальной для ваших заготовок.

Правда, на старых, ранних вариантах приборов для пайки такой функции нет, так что, придется регулировать температуру вручную.
Обязательно нужно хорошо обработать заготовку перед самим соединением. Обязательно очистить поверхность от загрязнений, обезжирить при помощи спирта.
Также нужно снять фаски с заготовок. Для этого нужно воспользоваться фаскоснимателем и спиртом. Данная операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Видео 3.
Современные приборы для пайки пластиковых труб имеют разнообразные конструкции, и некоторые из них способны существенно сократить ваше время, необходимое для выполнения операции.
Иными словами, можно разогревать одновременно две трубы и два фитинга, и после доведения до необходимой температуры за краткое время создать довольно большую конструкцию.
Само соединение необходимо проводить максимально быстро, чтобы не допустить снижение герметичности системы. Как только вы увидите, что элементы заготовки разогреты до необходимой температуры, то сразу же снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение нужно делать очень плотным, чтобы в дальнейшем в системе отопления или водоснабжения не случалось протечек.
Видео 4.
Проверка стыка соединения после спайки
В итоге две пластиковые трубки для водопровода плотно соединены! Правильно ли мы все сделали? Об этом Вы сможете судить лишь через некоторое время, когда пустите воду по «новому» водопроводу.
Если же, по каким-то причинам, Вы все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то стоит подождать не менее двух-трех часов до пробного запуска воды. Здесь главное не спешить, и все делать правильно, чтобы ваши труды не пошли насмарку.
В конечной стадии установки необходимо убедиться в том, что место пайка достаточно надежно. Для этого лучше всего осуществить пробный пуск воды. Открываем кран. После пуска воды внимательно осмотрите весь закрепленный вами, отремонтированный узел водоснабжения.
Если все-таки появились разводы на конструкции или на фитинге/муфте, вода сочится, капает или даже хлещет струей из-под нового соединения, то значит ваша операция по спасению домашнего водопровода, проведена не правильно!
Следует либо заново проводить всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если же все прошло нормально, и вода бежит только из крана, как и должно быть, то поздравляем вас с успехом!
Миссия выполнена, семья довольна, пластиковые трубки для водопровода надежно и крепко соединены! Как видно теперь, данная операция не является невыполнимой, и, если следовать обычным прописным истинам, можно добиться необходимого результата!
Теперь вы можете смело бросить вызов новому ремонту, поскольку вы уже имеете достаточно знаний, и знаете, как паять пластиковые трубы правильно!
Видео 5. Приборы для пайки: обзор.
Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Аппарат для пайки труб
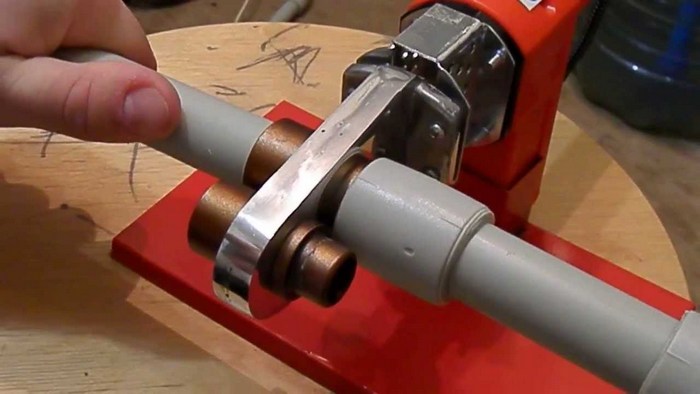
Паять пластиковые трубы можно только с помощью специального инструмента — паяльника. Бытовой агрегат по форме напоминает своеобразный утюг на подставке. Его нагревательная подошва (зеркало) способна прогреваться до температур свыше 260 градусов, что позволяет плавить (паять) полимер для качественного его соединения.
На нагревательной подошве имеются места для крепления насадок. Как правило, в бытовом аппарате на подошву можно крепить одновременно 2-3 насадки. Их диаметр зависит от комплектации, которая изначально была у приобретенного инструмента. Но чаще всего это насадки диаметром 16-32 мм.
Паять пластиковые трубы своими руками можно как при помощи мечевидного аппарата, так и при помощи цилиндрического. Качество пайки при этом будет неизменным и одинаково хорошим, если следовать инструкции.