Как правильно провести заточку сверла по металлу
Содержание:
- Конусные сверла
- Как выполнить заточку ступенчатого сверла по металлу?
- 5
- Критерии выбора
- Рекомендуемые углы заточки
- Заточка мелких свёрл
- Видео описание
- Виды заточек
- Угол заточки
- Видео описание
- Коротко о главном
- Точильный круг или специальный станок?
- Как выполнить заточку ступенчатого сверла по металлу?
- Как выбрать конусное сверло
- Область применения
Конусные сверла

Поступательные изменения размеров выполнены с наличием плавных переходов между ступенями. Такая форма поверхности способствует легкому вращению и повышению эффективности обработки листовых материалов. Использование высокопрочных сталей для изготовления режущих кромок на ступенчатых сверлах обеспечивает им более продолжительные сроки эксплуатации без выполнения заточки.

Пример работы конусного сверла
Инструмент позволяет за один раз выполнять технологические операции, для которых в обычных условиях необходимо последовательное применение нескольких инструментов. Обработка материала может производиться на высокой скорости, гарантируя отличное качество кромки, даже при самой небольшой толщине листа. Подобная форма расположения режущих кромок дает возможность сверления не только листовых сталей, но и мягких цветных сплавов, древесины, пластмасс, гипсовых и других изделий.
Острый наконечник освобождает от необходимости предварительного кернения и обеспечивает точное положение инструмента при работе. Ступенчатые сверла можно устанавливать на стационарные станки, переносные ручные дрели, а при наличии переходников даже на перфоратор и болгарку.
Как выполнить заточку ступенчатого сверла по металлу?
Выпускаются ступенчатые сверла в нескольких конструктивных вариантах, при этом каждая модель позволяет высверливать отверстия от 4 до 32 мм в диаметре.
Некоторые из них по рекомендациям производителя можно самостоятельно заточить, а некоторые варианты вовсе нельзя подвергать заточке.
В отличие от простых сверл по металлу, ступенчатое не так-то просто заточить, при неправильном подходе его режущая кромка может стать больше непригодной к использованию.
А вообще в том, чтобы качественно заточить конусное сверло, ничего сложного нет.
Видео:
Иногда чтобы заточить ступенчатое сверло, достаточно наждачной бумаги, которой оснащают специальный вращающийся круг.
В целом обрабатывать такие сверла можно как «на руках», так и с помощью заточного станка для концевых фрез.
При этом «на руках» лучше всего обновлять ступенчатые сверла по металлу, которые имеют прямые канавки. А вот для инструмента со спиральными канавками подойдет заточка на станке.
Эффективно обновить характеристики режущей кромки обязательно получится, если сверло изначально было качественным.
Более подробно о затачивании сверл по металлу в видео в разделе.
5
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.

Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
Критерии выбора
Не секрет, что сверла – это дорогие инструменты. Поэтому к выбору подобного оборудования следует подходить ответственно, внимательно изучая технические характеристики. Такой подход позволит сразу выбрать в магазине нужную модель.
Определением основных стандартов изделий для сверления материалов занимается ГОСТ. В документе прописаны главные требования относительно того, какими могут быть сверла и из чего их необходимо изготавливать. Так, в ГОСТе указано, что для создания подобного инструмента необходимо использовать легированную сталь повышенной прочности. Само оборудование должно подходить под следующие характеристики:
- диаметр отверстия: от 5 до 80 мм;
- длина конуса: от 58 до 85 мм;
- габариты хвостика: 6-12 мм в диаметре.
Перечисленные показатели считаются основными
Они определены стандартами, поэтому при выборе подходящего инструмента рекомендуется уделять им особое внимание. Кроме ключевых характеристик, также следует учесть дополнительные, с помощью которых можно провести оценку качества изделия
Маркировка
У каждого выпущенного изделия имеется собственная маркировка. С ее помощью покупатель может узнать о типе стали, которая была использована при изготовлении конкретной модели сверла. Наиболее надежными считаются агрегаты с маркировкой HSS. Подобными сверлами обрабатывают различные материалы. Преимущество инструментов заключается в том, что они обеспечивают высокую скорость сверления, а их насадка при повышении температуры не деформируется.
Если для повышения износостойкости сверла производитель использовал сплав, то это также отображается в маркировке. Делается это с помощью нанесения дополнительных буквенных значений, которые позволяют определить состав сплава:
- Co – кобальт;
- Ti – титан;
- N – азот;
- M – молибден.
Размеры
Прежде чем покупать изделие, следует определиться с тем, какого диаметра отверстия планируется сверлить. Именно с помощью этого показателя получится уточнить размер будущей насадки.
Определить, для каких диаметров подходит сверло, можно из его названия. Оно прописано на этикетке, поэтому никаких трудностей с поиском и расшифровкой наименования не возникнет. Так, если на этикетке написано «Сверло ступенчатое 8-34 мм», нетрудно догадаться, что с его помощью можно высверливать отверстия диаметром от 8 до 34 мм.
Цвет
Ступенчатые сверла бывают разных цветов. Все модели можно поделить на следующие категории, если рассматривать классификацию по цвету инструмента.
- Серый. В этом случае можно догадаться, что сверло выполнено из стали. При этом инструмент не подвергался дополнительной обработке, что говорит о невысокой прочности. Подобные насадки стоят недорого, подходят преимущественно для домашнего пользования.
- Черный. Демонстрирует наличие закалки инструмента перегретым паром. Качество такого изделия выше, но и стоимость заметно отличается.
- Темно-золотистый. Такого оттенка удается добиться при проведении высокотемпературного отпуска стали. Процедура направлена на удаление лишнего напряжения в металле, что позволяет повысить прочностные характеристики изделия.
- Ярко-золотой. Поверхность инструмента покрыта износостойким материалом, состав которого включает нитрид натрия. Такие сверла считаются самыми прочными и самыми дорогими на рынке строительных материалов.
Последний тип изделий предназначен исключительно для профессионального использования, где речь идет о необходимости изготовления большого количества отверстий.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
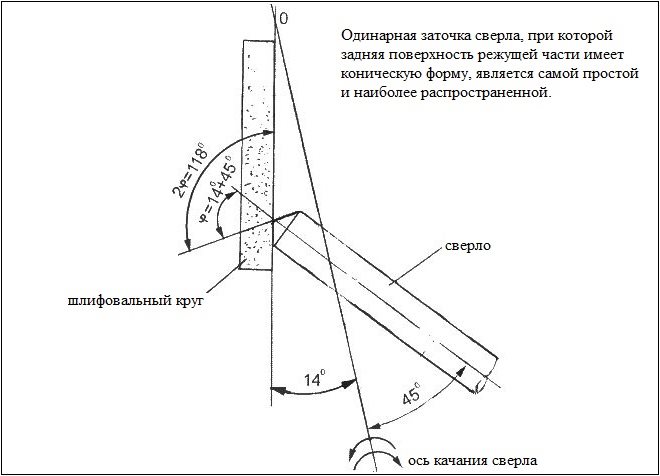
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Видео описание
В видео показано, как точить сверла по металлу вручную:
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверлаИсточник tehnomuza.ru
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Видео описание
В видео показано, как проводится заточка сверла для работы с металлами:
https://youtube.com/watch?v=8eIU12CbWMI
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
Как выполнить заточку ступенчатого сверла по металлу?
Выпускаются ступенчатые сверла в нескольких конструктивных вариантах, при этом каждая модель позволяет высверливать отверстия от 4 до 32 мм в диаметре.
Некоторые из них по рекомендациям производителя можно самостоятельно заточить, а некоторые варианты вовсе нельзя подвергать заточке.
В отличие от простых сверл по металлу, ступенчатое не так-то просто заточить, при неправильном подходе его режущая кромка может стать больше непригодной к использованию.
А вообще в том, чтобы качественно заточить конусное сверло, ничего сложного нет.
Иногда чтобы заточить ступенчатое сверло, достаточно наждачной бумаги, которой оснащают специальный вращающийся круг.
В целом обрабатывать такие сверла можно как «на руках», так и с помощью заточного станка для концевых фрез.
При этом «на руках» лучше всего обновлять ступенчатые сверла по металлу, которые имеют прямые канавки. А вот для инструмента со спиральными канавками подойдет заточка на станке.
Эффективно обновить характеристики режущей кромки обязательно получится, если сверло изначально было качественным.
Более подробно о затачивании сверл по металлу в видео в разделе.
Как выбрать конусное сверло
Косвенным признаком качественного изделия будет являться его цена. К тому же по цвету металла можно будет сказать из материала и какой прочности изготовлен буравчик.
Ступенчатые изделия можно разделить по цвету на несколько групп по качеству:
- Серый цвет говорит, что изделие сделано из стали, которая не подвергалась дополнительной обработке. Такие изделия имеют невысокую прочность.
- Чёрный цвет указывает на закалку перегретым паром. Качество будет немного выше чем у серых собратьев, но и стоимость отличается в большую сторону.
- Тёмно-золотистый цвет получается, если инструмент подвергался высокотемпературному отпуску. Процедура позволяет убрать чрезмерное напряжение в металле, что положительно сказывается на эксплуатационных характеристиках изделия.
- Если конусное сверло имеет ярко-золотистый цвет, то по этому признаку можно идентифицировать наличие износостойкой поверхности состоящей из нитрида титана. Тип материала является самым
прочным, но и стоимость будет в несколько раз выше, в сравнение с дешёвыми аналогами.
Кроме качества материала на финальную стоимость будет влиять диаметр приобретаемого инструмента.
Например:
- качественное ступенчатое сверло по металлу 4-32 мм будет стоить не менее 1000 рублей;
- если не требуется сверлить отверстия большого диаметра, то можно приобрести сверло 4-20 мм, стоимость которого при равном качестве будет примерно 500-600 руб.
Видео:
Какие лучше ступенчатые сверла по металлу можно определить по отзывам в сети Интернет. Качественную информацию получить можно на специализированных форумах, где общаются специалисты применяющие конусные изделия в ежедневной работе.
Заточка инструмента
При длительном использовании даже качественные изделия могут затупиться. Каждому домашнему мастеру необходимо знать, как заточить ступенчатое сверло по металлу. Процедура сложная, кроме теоретических сведений нужно освоить практические навыки.
Для заточки конусного буравчика необходимо выполнить следующие действия:
- закрепить сверло в тисках:
- взять в руки небольшую болгарку с точильным кругом;
- аккуратно заточить режущие кромки, которые были повреждены.
Так удаётся восстановить работоспособность конусного инструмента самостоятельно.
Видео:
https://www.youtube.com/watch?v=-ygg29QvwV8
Если имеется возможность обратиться к специалистам, то можно за небольшие деньги получить полное восстановление буравчика.
Видео:
Как сверлить
Хорошо заточенным инструментом легко сделать высокоточные отверстия в металлическом листе толщиной до 4 мм.
Чтобы выполнить сверление правильно, желательно придерживаться рекомендаций:
- место для сверления намечается керном;
- сверло во время работы держится в строго перпендикулярном положении по отношению к плоскости металла;
- сверление металла производить на малых оборотах. Чем больший диаметр отверстия необходимо сделать, тем медленнее должен вращаться режущий инструмент. Идеально для выполнения данной задачи подходит шуруповёрт;
- следует смазать сверло небольшим количеством машинного масла, чтобы снизить рабочую температура инструмента во время работы.
При соблюдении требований конусное изделие прослужит долго, без заточки.
Видео:
Область применения
Такая конструкция инструмента позволяет производить высокоскоростную обработку металла. Качество обработки не снижается при использовании такого инструмента даже в случаях использования тонкого металла.
К тому же универсальность такого оборудования позволяет работать и с другими материалами:
- гипсокартоном;
- пластиком;
- деревом;
- плотным металлом;
- стеклотекстолитом.
В качестве специального приспособления можно рассматривать его острый наконечник. Такое устройство инструмента позволяет исключить из применения дополнительное оборудование:
- центровочный инструмент. Применяется для лучшего врезания обычного сверла;
- надфиль. Применяется для обработки краев отверстия;
- шлифовальная машина.
Для работы с тонколистовым металлом, в конструкции сверла предусмотрены поступательные каналы, расположенные по спирали. Они имеют разные размеры с плавным переходом. Другим предназначением такой конструкции является обеспечение плавности хода инструмента в процессе работы.
Чтобы исключить постоянное затачивание инструмента, можно приобрести изделие с алмазным или титановым напылением. Абразивное напыление обеспечивает дополнительную прочность при правильной эксплуатации оборудования. Кроме того, коническое сверло можно применять для исправления дефектов отверстий после использования других инструментов.
Выбор ступенчатого сверла
При покупке конусного сверла следует уделить внимание его цвету:
- на низкое качество инструмента может указывать его естественный серо-стальной цвет. Этот параметр свидетельствует об отсутствии температурной обработки;
- при обработке инструмента паром он будет иметь черный цвет. Такой подход немного увеличит его рабочие качества;
- об отсутствии внутренних напряжений металла может сигнализировать золотистый цвет изделия;
- сверло с ярко-золотистым цветом поверхности, указывает на содержание в металле нитрида титана. Такой инструмент характеризуется долгим сроком использования и износостойкостью.
Методом гравировки проставляется маркировка изделия. Первая буква чаще всего относится к материалу, из которого делалось изделие. Буква «P» указывает, что приспособление для сверления изготовлено из быстрорежущей инструментальной стали.
Далее указывается число, которое характеризует состав сплава, например, «М3» представляет молибден. Класс точности и диаметр инструмента также указывается в маркировке. Нередко товары отечественного производства с диаметром до 2 мм не маркируются.
Кроме того, следует учитывать и диаметр сверла. От этого параметра будут зависеть размеры отверстий. От выбора производителя и торговой марки будут зависеть технические качества изделия и его стоимость.
Если оборудование необходимо для промышленного производства, где потребуется проведение неоднократной заточки, следует выбирать сверла, соответствующие параметрам ГОСТа. При покупке такого оборудования лучше остановить выбор на изделии из стали марки «HSS», что означает «быстрорежущая». В противном случае, его необходимо будет подвергать постоянной заточке.
При выборе ступенчатого оборудования следует учесть многие параметры, которые непременно отразятся не только на рабочих характеристиках, но и на стоимости изделия. Цена изделия, чаще всего складывается из размера диаметра рабочей части, вида напыления, необходимости частоты заточки инструмента.
Если рассматривать ценовую политику на сверла в примерах, то можно сказать, что изделия с небольшим диаметром отверстий и малой прочностью, обойдутся потребителю в сумму не более 500 рублей за штуку. Можно приобрести и целый набор изделий различного диаметра в количестве 5 штук за 1300 рублей.
Приспособления, позволяющие делать отверстия большего диаметра, будут превышать стоимость в два раза, по сравнению с первым вариантом. Повлиять существенно на стоимость изделия может известность компании, его выпускающая. Стоимость такого инструмента может быть увеличена в два-три раза. Сверла известных мировых производителей можно приобрести за 4500−7500 рублей за штуку в зависимости от диаметра.
При покупке изделия, важно видеть всю документацию, подтверждающую его качество. В противном случае, можно приобрести подделку за большую сумму, которая на практике не подтвердит свои характеристики
При наличии всех документов можно приобрести комплект изделий даже с высокой стоимостью. В этом случае оборудование прослужит долго, будет надежным и долговечным, универсальным в применении.