Микрометры. характеристики и виды
Содержание:
- Рычажный микрометр и его конструкция
- Как пользоваться микрометром
- Как пользоваться нутромером индикаторным и важные моменты при работе с инструментом
- Настройка
- Виды по способу индикации
- Как использовать?
- Технические условия эксплуатации
- Виды микрометров по области применения
- Основные разновидности
- Историческая справка
- Ссылки[ | ]
- Историческая справка
Рычажный микрометр и его конструкция
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.
Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно! На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.
Как пользоваться микрометром
Использовать микрометр достаточно просто. При этом, если человек умеет обращаться с классическим аналоговым прибором, он без труда освоит любой тип измерителя. Чтобы гарантированно получить точные результаты, необходимо перед началом работы настроить микрометр и произвести первичную калибровку.
Проверка нулевой позиции делается в обязательном порядке. Особенно, если микрометр часто используется, работает с различным характером заготовок, применяется в широком диапазоне температур. Перед любыми настройками требуется очистить поверхность пятки и подвижной губки. Это делается следующим образом.
- Берется лист бумаги. Если прибор применялся для исследования металлических заготовок, его можно смочить растворителем.
- Бумага зажимается между пяткой скобы и подвижной губкой, затем медленно вытаскивается.
- При необходимости, если на поверхности контрольных элементов заметны загрязнения, операцию повторяют. Только после этого приступают к настройке.
Настройка на ноль
Настроить микрометр на ноль можно при помощи специального ключа, который поставляется в комплекте с прибором. В общем случае необходимо:
- до предела выдвинуть передвижную губку, до ее касания пятки скобы;
- вращать барабан до достижения номинального усилия прижатия (срабатывания трещотки);
- проверить, чтобы центральная линия шкалы стебля совпадала с нулевой отметкой на барабане.
Если этого не происходит, необходимо провести калибровку. Алгоритм, как отрегулировать микрометр, достаточно прост. В сжатом состоянии, когда трещотка прокручивается, нужно зафиксировать передвижную губку зажимом. Затем специальным ключом ослабляется крепление в барабане. После того, как трещотка освобождена, деталь со шкалой поворачивают до выставления на ноль. Затем крепление барабана снова закручивается.
Важно! Для приборов более сложного класса, например, призменных, калибровка выполняется по эталонному образцу. Это необходимо делать как для аналоговых, так и цифровых устройств.
Порядок измерений
Измерять микрометром нужно аккуратно, не прилагая чрезмерных усилий. Деталь зажимается между неподвижной пяткой скобы и передвижной губкой. Затем нужно крутить винт барабана до срабатывания трещотки. После этого передвижную губку рекомендуется зафиксировать зажимом, чтобы случайное смещение заготовки не вызвало повреждение резьбовых элементов внутри микрометра.
Определение показаний
Некоторые типы микрометров предлагают данные об измеренной величине в наглядном виде. Прежде всего, это цифровые решения. Но большинство устройств имеет тот же метод отображения результата, как и у классического аналогового, гладкого прибора.
Определить значение измеряемой величины можно так.
- По шкале стебля измеряются целые значения — это количество рисок по нижней части шкалы.
- Верхняя разметка показывает половинные значения. Если здесь видна риска, к величине целых прибавляется еще 0.5.
- По круговой шкале барабана определяют сотые доли. Это значение в точке касания центральной риски шкалы стебля.
Таким образом, значение измеряемой величины складывается из трех частей: целые по нижней шкале стебля, половины единиц по верхней, количество сотых по барабану.
Как пользоваться нутромером индикаторным и важные моменты при работе с инструментом
Индикаторный нутромер отличается от микрометрического не только конструкцией, но еще и назначением. Прибор служит не для получения точных значений расстояния или диаметра, а для определения отклонений от эталонных показаний. Как и в случае с микрометрическим прибором, индикаторный перед началом эксплуатации следует подготовить к работе. Для этого понадобится калибровочное кольцо (шаблон), которое обязательно поставляется вместе с инструментом. Специальная струбцина или микрометр используется для настройки нутромера при подготовке его к измерению больших отверстий.
- Проводить работы необходимо в температурном диапазоне от +15 до +25 градусов.
- Принцип настройки заключается в том, что первоначально следует подобрать сменный стержень, которые поставляются в комплекте или приобретаются отдельно.
- Закрепляется стержень в рабочей части инструмента.
- Если используется микрометр или струбцина, тогда необходимо выставить размер, который соответствует примененному в приборе стержню.
- Через втулку стебля нутромер необходимо зафиксировать в тисках. Однако вместо этого можно в тисках зажать микрометр с предварительно выставленным значением.
- Стержень прибора размещается между измерительными губками микрометра или шаблонной струбциной.
- Далее путем вращения индикаторной головки необходимо совместить стрелку с нулевой отметкой. Чтобы обеспечить вращение индикаторной головки, необходимо ослабить стопорный винт.
На этом процесс настройки считается завершенным, и можно переходить к процедуре измерений. Как правильно пользоваться индикаторным нутромером, рассмотрим далее.
Подготовленный к работе инструмент необходимо расположить внутри отверстия рабочей частью
Причем стержень прибора должен располагаться строго перпендикулярно.
Корректировка положения инструмента осуществляется легкими покачиваниями в стороны.
Теперь самое важное — точное значение определяется по стрелке. Причем она должна указывать на нулевое значение, а при малейшем смещении стержня в стороны, она должна отклониться в правую или левую сторону
Если стрелка указывает на конкретное значение, тогда высчитывается уровень отклонения от нормы.
Прибор достаточно прост в использовании, поэтому трудностей с его применением у людей, освоивших технологию работы, не возникает. Ниже представлен видео материал, в котором показано, как настроить прибор к работе путем выставления его на ноль, а также произвести измерения детали.
Индикаторный нутромер применяется для измерения уровня износа блока цилиндров, шатунов и других деталей. С его помощью можно определить возможность дальнейшей эксплуатации ЦПГ, что зависит от уровня износа стенок цилиндров. Именно при помощи индикаторного устройства можно определить уровень износа, и делать последующие выводы. О том, как правильно пользоваться нутромером для измерения уровня износа цилиндров двигателя внутреннего сгорания, можно посмотреть в коротком видео ролике.
Настройка
Перед началом работы нужна настройка нутромера, которая проводится перед каждым замером. Инструмент проверяют на комплектность, отсутствие повреждений. Измеряющий смотрит, стоит ли стрелка циферблата на, при необходимости подкручивая шкалу.
Первый этап настройки – обнуление параметров прибора. Способ настройки зависит от его типа. На индикаторном штихмасе для этого применяют:
- калибровочное кольцо;
- концевая мера со струбциной;
- штангенциркуль или микрометр.
Лучше всего применять калибровочное кольцо, но не у каждого мастера есть такое устройство ввиду высокой стоимости набора. Поэтому используют более простые приспособления.
Для начала нужно определить степень погрешности измерительного прибора, с помощью которого будет производиться калибровка. Для этого им замеряют эталон. Например, берут концевую меру размером 10 мм, измеряют его поперечный размер микрометром 3 раза. При совпадении значений считают устройство точным, инструмент можно использовать для настройки.
Далее выбирают стержень желаемой длины (10 мм, в данном случае), который устанавливают в нутромер, фиксируя ключом, чтобы насадка не перемещалась. Для удобства работы штихмас лучше всего зажать в тисках. Аналогичное значение устанавливают на втором средстве измерения, после чего присоединяют к нутромеру. После этого микрометр начинают раскачивать в разные стороны по вертикальной и горизонтальной оси. Стрелка на часовом циферблате начинает отклоняться от 0.
Определив максимальное значение, на которое происходит колебание, эту точку устанавливают, как начало координат. Устройство готово, можно приступать к замерам.
Виды по способу индикации
Есть сразу несколько вариантов того, как определить показания микрометра. Обычно это осуществляется визуально, но можно ориентироваться или на деления разметки, или на цифры на дисплее – в зависимости от исполнения прибора. Рассмотрим вопрос снятия значений подробнее.
Аналоговые
Также часто называются механическими, потому что при их эксплуатации искомые показатели рассчитываются вручную, на основании данных с основной и/или дополнительной шкалы.
У них есть 2 важных практических преимущества:
- Надежность конструкции – функциональные узлы выполнены из металла, а в процессе сборки хорошо подгоняются друг к другу; поэтому инструмент сложно повредить – он не сломается, если упадет с верстака или случайно ударится обо что-либо.
- Доступная цена – они давно выпускаются, не содержат в своем составе дорогостоящих элементов и потому обходятся дешево (особенно с учетом долгого срока их службы).
Но есть и минус – не самая высокая точность. Нужно не только знать, как правильно работать микрометром аналогового типа, но и обладать некоторым опытом обращения с ним, чтобы фиксировать доли мм. Поэтому новичкам мы бы рекомендовали следующие модели.
Лазерные
На данный момент считаются самыми совершенными. Считывают все показания автоматически (что максимально удобно и быстро) по следующей схеме:
- узконаправленный луч проходит по всем поверхностям заготовки;
- определяется разница отклонений;
- на основании этого на дисплей выводится результат в виде итоговых цифр.
Пользователь практически не участвует в процессе, что исключает ошибку человеческого фактора
Это удобно, но важно понимать, что сам принцип измерения размеров микрометром лазерного типа подразумевает тонкую настройку программы, поэтому оператор все-таки нужен
При этом стоит такие модели дороже всего и требуют специализированного ухода, что несколько ограничивает сферу их эксплуатации
Как правило, их применяют не в быту, а в лабораторных условиях, когда важно обеспечить прецизионную точность
Цифровые
Ключевая их особенность – наличие дисплея, на который выводятся результаты. А главное преимущество – в показаниях вплоть до сотых и тысячных долей мм. Недостаток в том, что их сравнительно легко вывести из строя, намеренно или случайно повредив уже упомянутый экран. В остальном же им присущи те же свойства, что и механическим, и даже порядок измерения микрометром остается стандартным.
Рычажные
Они же часовые или стрелочные. Это улучшенная версия аналоговых. Их усовершенствовали, добавив специальную шкалу с наглядным указателем. Последний обеспечивает большую точность фиксации необходимых параметров. Минус только в том, что хватит одного случайного, но ощутимого удара по корпусу или падения с верстака, чтобы ориентир сбился, и тогда прибор придется отдавать в ремонт.
Ну и цена таких моделей в 1,5-2 раза выше базовых механических, хотя все равно считается достаточно доступной для покупки в бытовых целях (особенно если предполагается частая эксплуатация инструмента).
Как использовать?
Перед тем как начать пользоваться прибором, внимательно изучите с инструкцией по применению, комплектность устройства и обязательно проверьте его внешнее состояние. Не должно быть никаких дефектов корпуса, измерительных элементов, все цифры и значки должны быть хорошо читаемыми. Также не забудьте поставить нейтральное положение (нулевое). Далее закрепите микровентиль в статичное положение. После этого в специальные защелки поместите перемещающиеся указатели, что отвечают за обозначение допускаемых пределов циферблата.
После настройки прибор готов к использованию. Выберите интересующую вам деталь. Вложите ее в пространство между измерительной пятой и микровентилем. Потом вращательными движениями необходимо соединить отсчётную стрелку с нулевым показателем шкалы. Далее вертикальная линейная маркировка, который находится на измерительном барабане, соединяется с горизонтальным маркером, расположенном на стеле. В завершение остается только зафиксировать показания со всех имеющихся шкал.
Технические условия эксплуатации
Все современные микрометры изготавливаются в полном соответствии с актуальными требованиями действующих норм и стандартов. Последние закреплены в утверждённой конструкторской документации
Стоит особое внимание уделить следующим положениям ГОСТ 6507-90, касающимся непосредственно эксплуатации рассматриваемой категории измерительных приборов
Измерительное усилие в ситуации с устройствами МЗ, МТ и МЛ должно варьироваться в диапазоне 3–7 Н, для остальных разновидностей микрометров этот параметр составляет от 5 до 10 Н. При этом, независимо от типа прибора, колебания указанного показателя не должны превышать 2 Н.
Пределы допустимой погрешности в каждой из точек предусмотренного конструкцией диапазона измерений указаны в соответствующих таблицах
Важно учитывать, что данные приводятся для эксплуатационных условий с нормируемыми температурой и измерительным усилием.
Погрешность приборов класса МП, МК, МТ и МЛ определяется по специальным мерам, имеющим плоские поверхности. В ситуациях с микрометрами типа МЗ этот показатель определяют по цилиндрическим мерам, устанавливаемым в 2–3 мм от края поверхностей самого прибора.
В соответствии с действующими нормами эксплуатация микрометров допускается при температуре в диапазоне +10–30 градусов
Также важно учитывать, что относительная влажность воздуха не должна превышать 80 процентов при +25 градусах.
Первая стадия процесса – это проверка показаний измерительного устройства. Опытные специалисты рекомендуют прибегать к этой процедуре не только при покупке нового оборудования, но и перед каждым его использованием. Во время поверки необходимо вращать барабан, пока пятка и микрометрический винт не соприкоснутся. Если торец барабана остановился на нулевой отметке шкалы, то, значит, устройство исправно. Параллельно продольный штрих должен обязательно указывать на «0».

Второй шаг – это правильная и надёжная фиксация измеряемой детали или заготовки рабочими поверхностями микрометра
Для того чтобы минимизировать риск повреждения инструмента и попутно повысить точность результатов измерений, необходимо уделить внимание следующим важным моментам:
- после того как объект будет плотно прижат к пятке, требуется без приложения усилий подвести микрометрический винт к краю;
- окончательное сближение поверхности винта с объектом осуществляется исключительно при помощи трещотки;
- щелчки являются сигналом соприкосновения рабочих поверхностей устройства с габаритами детали или заготовки.

На завершающей стадии осуществляется снятие показаний, которое начинают с максимального разряда, постепенно переходя к меньшим. Прежде всего фиксируются данные шкалы, которая располагается на стебле микрометра
Важно помнить, что необходимый показатель определяет, в первую очередь, предшествующее открытое деление. После этого снимаются показания шкалы барабана
Итоговый результат представляет собой сумму двух указанных показаний.
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов. Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Фотография №1: гладкий микрометр
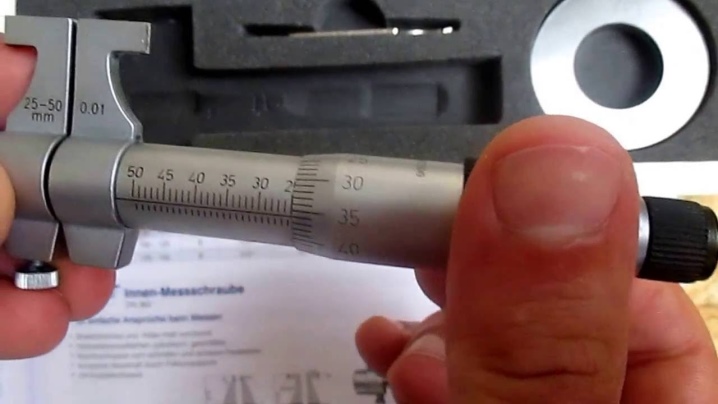
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности. Это актуально, если трубы, к примеру, покрылись ржавчиной.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры;
листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
трубные — для толщины трубных стенок;
проволочные — для толщины проволоки;
микрометрические головки — для измерения перемещения;
зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Историческая справка
Винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. Она была составной частью прогрессивных по тем временам прицельных приспособлений для пушек, входила в состав конструкций геодезических инструментов.
В 1848 году француз Пальмер впервые получил патент на микрометр. Вернее, тогда изобретение назвали винтовым штангенциркулем, имеющим круговой нониус. Этот прибор мог бы совершить революцию в области измерений. Однако промышленность в то время не обеспечивала такой высокой точности обработки материалов. Инструмент не пользовался популярностью и про него забыли.
Вспомнили про него американцы Луснан Шарпе и Джозеф Браун в 1867 году. Промышленность развивалась, производство наполнялось новыми технологиями и прогрессивными металлообрабатывающими станками. Американские инженеры уловили потребность в позабытом измерительном инструменте и начали серийное производство микрометров. Впоследствии появились и другие микрометрические инструменты.
Ссылки[ | ]
- Большая советская энциклопедия : / гл. ред. А. М. Прохоров. — 3-е изд. — М. : Советская энциклопедия, 1969—1978.
- ГОСТ 6507-90 «Микрометры. Технические условия»
| Измерительные приборы | |
|
|
| Микрометры |
|
Историческая справка
Винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. Она была составной частью прогрессивных по тем временам прицельных приспособлений для пушек, входила в состав конструкций геодезических инструментов.
В 1848 году француз Пальмер впервые получил патент на микрометр. Вернее, тогда изобретение назвали винтовым штангенциркулем, имеющим круговой нониус. Этот прибор мог бы совершить революцию в области измерений. Однако промышленность в то время не обеспечивала такой высокой точности обработки материалов. Инструмент не пользовался популярностью и про него забыли.
Вспомнили про него американцы Луснан Шарпе и Джозеф Браун в 1867 году. Промышленность развивалась, производство наполнялось новыми технологиями и прогрессивными металлообрабатывающими станками. Американские инженеры уловили потребность в позабытом измерительном инструменте и начали серийное производство микрометров. Впоследствии появились и другие микрометрические инструменты.
Предлагаем Вашему вниманию познавательную статью о хронографах для пневматики.






