Приспособление для заточки сверл своими руками
Содержание:
- Обзор видов
- Преимущества использования специальных приспособлений
- Как правильно выбрать оборудование
- Заточка мелких свёрл
- Видео описание
- Виды заточек
- Угол заточки
- Видео описание
- Коротко о главном
- Почему?
- Станок для заточки сверл: как правильно выбрать
- Заводские и самодельные машинки для заточки сверл
- Сверла по нержавейке — какие стоит брать, а какие нет?
- Полезные советы при сверлении
- Угол заточки сверл
- Как изготовить станок для заточки спиральных сверл
- Простейшие приспособления для правки режущей кромки сверла
Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична
По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Как правильно выбрать оборудование
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо
Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
Оттачивание свёрл на заводе
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
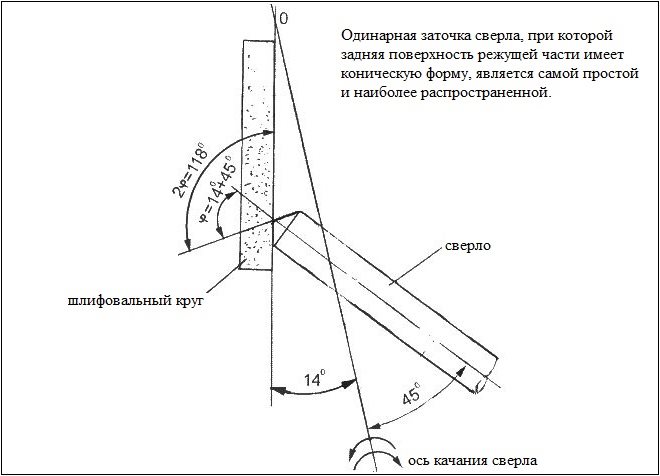
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Видео описание
В видео показано, как точить сверла по металлу вручную:
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверлаИсточник tehnomuza.ru
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Видео описание
В видео показано, как проводится заточка сверла для работы с металлами:
https://youtube.com/watch?v=8eIU12CbWMI
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Почему?
Суть нашего самодельного приспособления для заточки сверл заключается в том, что мы используем тот факт, что угол ребра шестиугольной гайки именно такой, какой нужен для заточки сверла по металлу.

Разница в размерах вырезанных треугольников даёт возможность получить конец сверла, подобный конусу.
Обязательным условием является то, что после заточки одной стороны сверла надо повернуть только сверло внутри конструкции.
Саму же конструкцию нужно оставить на месте. Если просто заточить другую сторону, не поворачивая сверло, то конец его будет иметь форму дна лодки и им будет очень неудобно сверлить.



Станок для заточки сверл: как правильно выбрать
При выборе точилки для сверл по металлу, дереву и другим материалам стоит сосредоточить внимание на трех основных показателях:
- эргономичности устройства;
- качестве сборки;
- опциях.
Что касается эргономичности, то обязательно следует понимать, насколько удобным и безопасным будет пользование: выполнение непосредственно обработки, замена заточных кругов, перемещение станка и т. д.
Качество сборки должно быть идеальным. В процессе работы все имеющиеся недостатки подобного плана будут негативно сказываться на качестве заточки. Вибрация (она неизбежна для станков подобного назначения) в совокупности с люфтами будет значительно усугублять отклонение траектории движущихся частей.
Наличие некоторых опций в значительной степени упростит пользование станком и позволит выполнить правильную заточку. Поэтому стоит выбирать следующие модели:
Покупая станок для заточки нужно обращать внимание на его функциональность, качество сборки и эргономичность
- с наличием подсветки рабочей зоны;
- имеющие функцию регулировки числа оборотов;
- с возможностью применения наклонного положения подставки или обрабатываемых элементов для выполнения угловых заточек;
- обеспеченные емкостью для воды, используемой при охлаждении;
- с набором абразивных кругов разной зернистости.
Заточка инструмента – процесс, сопровождающий основную деятельность. Установка станка не может занимать много времени, а выполнение обработки режущих поверхностей должно быть понятным и доступным. Правильно подобранный инструмент позволит выполнить вышеперечисленные требования. И тогда труд действительно будет в радость.
Заводские и самодельные машинки для заточки сверл
Сверла являются тем инструментом, который активно применяется как на производстве, так и в бытовых целях. Что касается промышленных масштабов, стоит заметить, что для заточки практически всегда используются универсальные станки. Другой вариант просто нерентабелен. А вот в домашних условиях и в случае мелкомасштабной периодической деятельности (в профессиональных учебных заведениях, центрах переподготовки и т. д.) широкое применение нашли узконаправленные агрегаты для заточки сверл.
Такие станки можно разделить на два типа:
- устройства для заточки спиралевидных сверл;
- станки для восстановления режущей поверхности перьевых сверл.

Для домашнего применения заточный станок можно сделать своими руками
Диаметры подлежащих восстановлению насадок варьируются от 2 до 18 мм. Особенности оснастки позволяют выполнить угол наклона для перьевых сверл 170-180°, для спиралевидных вариантов – 140-180°.
Многие предпочитают применять для заточки сверл самодельные станки. Точнее, не станки, а подручные приспособления. Это могут быть, например, зажимы «стрижи» и точильный станок. Работает конструкция следующим образом:
- Сверло устанавливается в зажим под углом, необходимым для заточки.
- Фиксатор упирается в подручник станка, затем плавно подводится к вращающейся абразивной поверхности. Необходимо следить за тем, чтобы угол обработки не менялся.
- После заточки режущих элементов производится обработка тыльной части.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Угол заточки сверл

Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.


Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.

для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.

Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.

При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
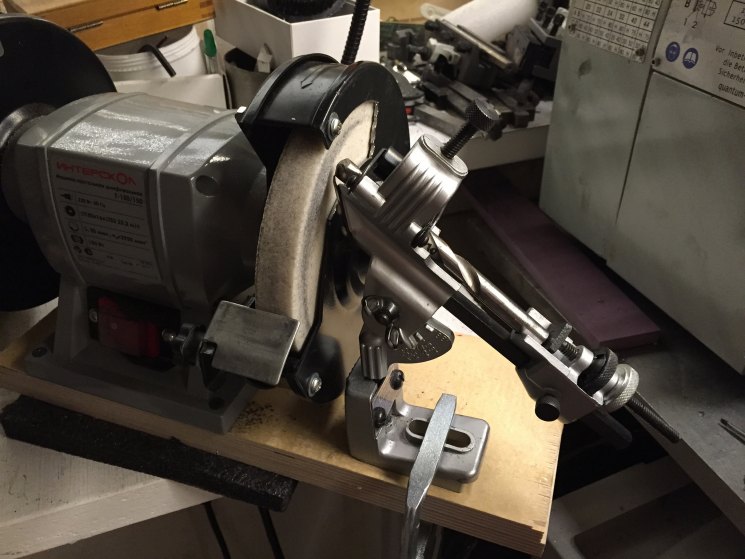
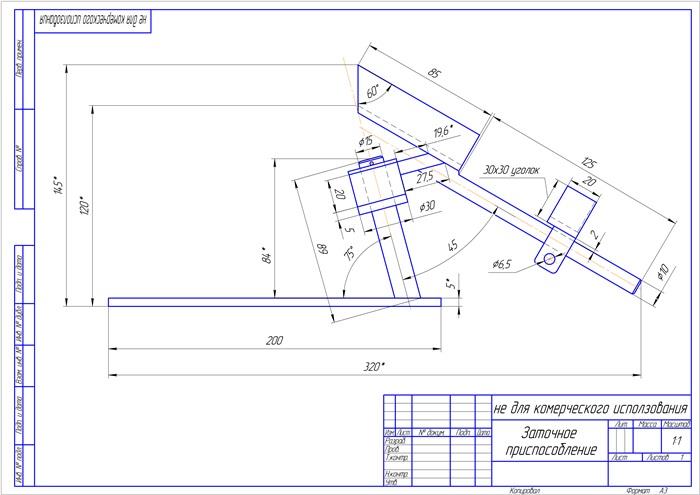
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.

После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину заточки, обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.


Видео канала “Anton Fomenko”.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
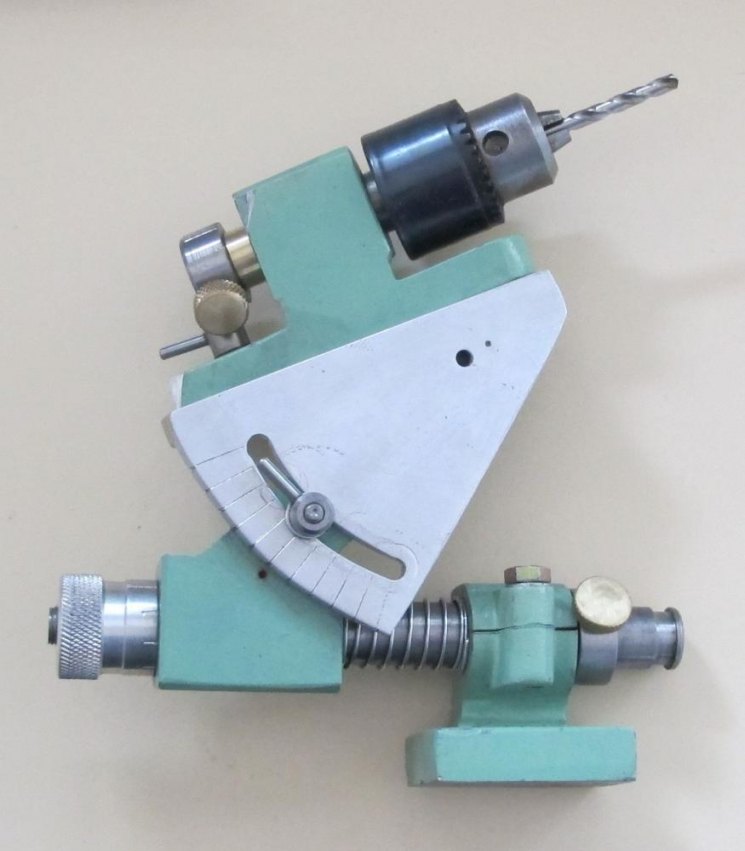
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
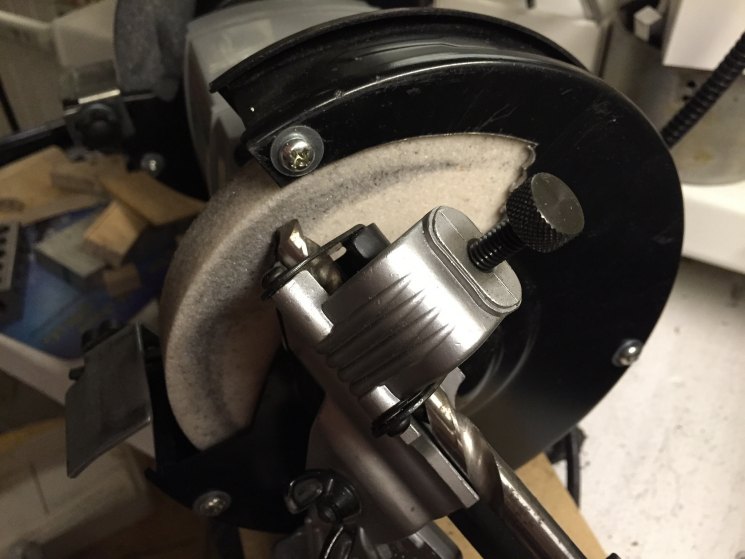
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Простейшие приспособления для правки режущей кромки сверла
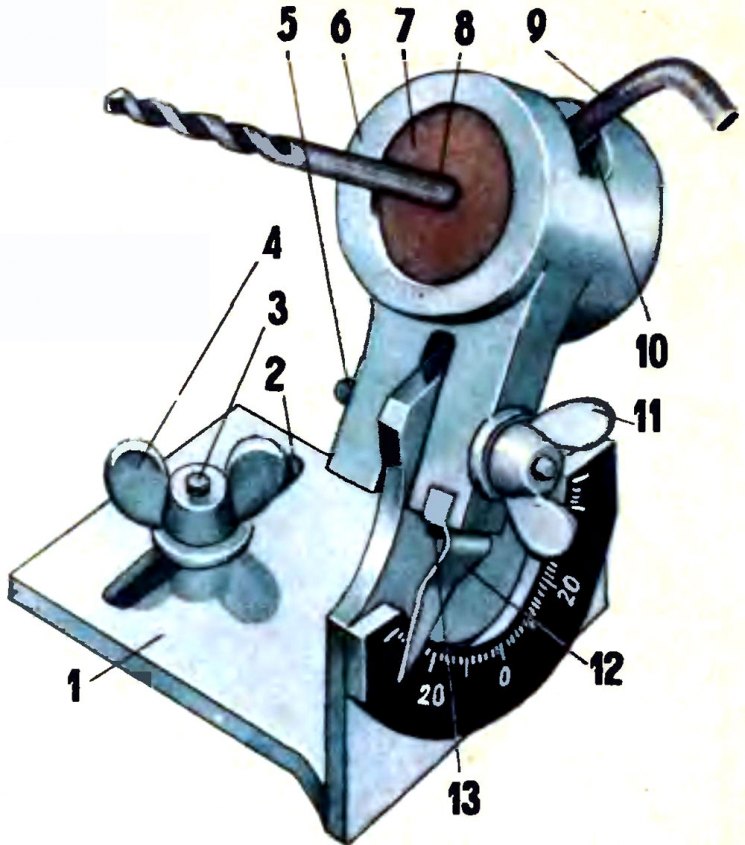
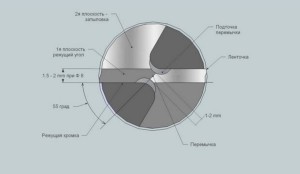
Для понимания процесса ознакомимся с составными частями наконечника.
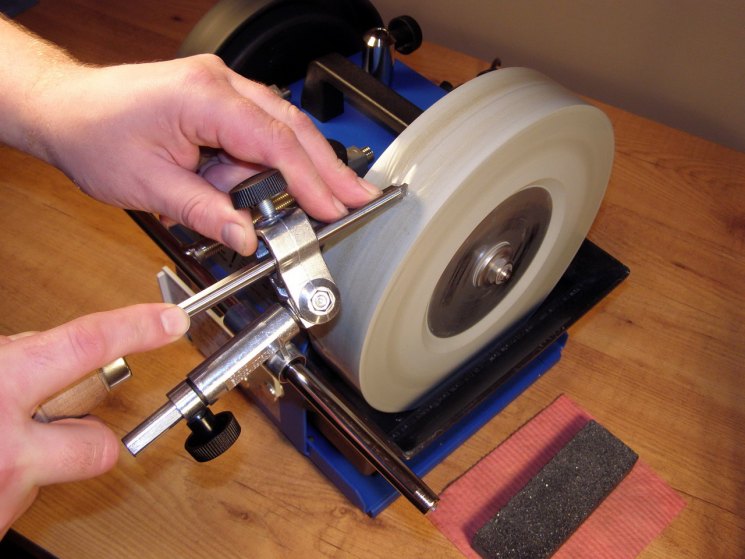
Зажим «стриж». Для использования этого приспособления достаточно иметь наждачный круг (точило), оборудованный прочным подручником. Сверло зажимается в устройстве под нужным углом поворота кромки. Контролируя угол подачи режущей кромки, формируем ее на точильном камне, затем, не меняя угол – «уходим» на заточку затыловки.

Приспособление обязательно опирается на подручник, углы контролируются руками. При наличии определенных навыков – можно получить неплохой результат при очевидной экономии.
ВАЖНО! Перед использованием устройства на качественных наконечниках – потренируйтесь на бракованных. Это позволит «набить руку» и «почувствовать угол», как говорят мастера.. Разумеется, использование шаблона обязательно
Разумеется, использование шаблона обязательно.
Также, перед началом работ, следует ознакомиться со стандартными таблицами углов заточек для различных материалов сверления.
| Обрабатываемый материал | Угол при вершине, град |
| Сталь, чугун, твердая бронза | 116 — 118 |
| Латунь, мягкая бронза | 130 |
| Алюминий, дюралюмин, электрон, бабид | 140 |
| Красная медь | 125 |
| Эбонит, целлулоид | 85 — 90 |
| Мрамор и другие хрупкие материалы | 80 |
Иногда бывает достаточно просто изменить угол и установку уровня подручника, и заточка крупных сверл становится несложной задачей.
Такой способ уместен при небольших объемах работ и отсутствии высоких требований к качеству сверления. Если вы регулярно сверлите, и точность важна – придется купить точильный станок или изготовить его самостоятельно.