Инверторный сварочный аппарат своими руками
Содержание:
- Принцип технологии индукционный нагрев
- Преобразователь напряжения с 12 на 220 В для автомобиля
- Изготовление трансформатора и дросселя
- Перед сборкой нужно знать устройство
- Типы сварочных аппаратов
- Преимущества и недостатки
- Как пользоваться аппаратом
- Устройство самодельного нагревателя
- Аппарат для контактной сварки из микроволновки
- Основные рекомендации
- Как сделать своими руками?
- 2 Как выполнить обмотку сварочного трансформатора?
- Ремонт своими руками
- Конструкция сварочного аппарата
- Инвертор на микросхеме
- Проверка оборудования
- Другие способы подключения своими руками
- Рейтинг лучших моделей
- Намотка трансформатора
- Инструменты и материалы
- Устройство из трехфазного трансформатора
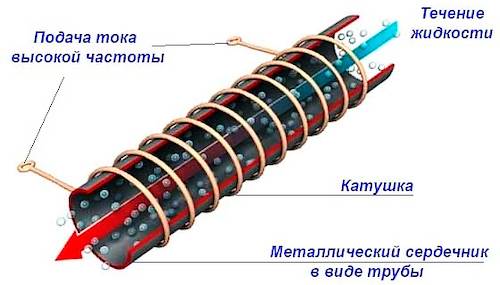
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Преобразователь напряжения с 12 на 220 В для автомобиля
Автомобильные инверторы, это устройства малой мощности (до 0,1 кВт), с выходным сигналом в виде модифицированной синусоиды, включаемые в работу посредством включения в прикуриватель автомобиля.
В настоящее время в данной группе товаров, популярностью пользуются следующие модели:
«ОРИОН ПН-70» (Россия).
Мощность устройства – 0,9 кВт, выходной сигнал – модифицированная синусоида, выходной напряжение 220 В, частотой 50 Гц. Предусмотрена защита от короткого замыкания. Устройство оснащено одним штепсельным разъемом (розеткой) и USB-портом.
«AIRLINE API-150-01» (Россия).
Выходная мощность устройства – 0,15 кВт, выходной сигнал – модифицированная синусоида. Устройство включается непосредственно в прикуриватель автомобиля и оснащено одним штепсельным разъемом на напряжение 220 В. Модель оснащена USB-портом, ее вес – 400,0 грамм.
«AIRLINE API-200-02» (Россия).
Данная модель подключается к прикуривателю посредством соединительных проводов. Мощность устройства – 0,2 кВт. У данной модели предусмотрена защита от токов короткого замыкания, один USB-портом и одно гнездо на напряжение 220,0 В.
«WESTER MSW250» (Германия).
Мощность – 0,25 кВт, модель оснащена устройством защиты токов короткого замыкания, USB-портом и гнездом на напряжение 220,0 В. Выходной сигнал – модифицированная синусоида.
«MYSTERY MAC-1000» (Китай).
Мощность устройства – 1,0 кВт, количество гнезд на напряжение 220 В – 2 шт., USB порт.
Вес модели — 2.6 кг.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.

Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Перед сборкой нужно знать устройство
Различные типы и виды сварочных инверторов производят во всем мире. За короткий период времени они приобрели популярность среди людей. Важным фактором в этом сыграла доступность в цене.
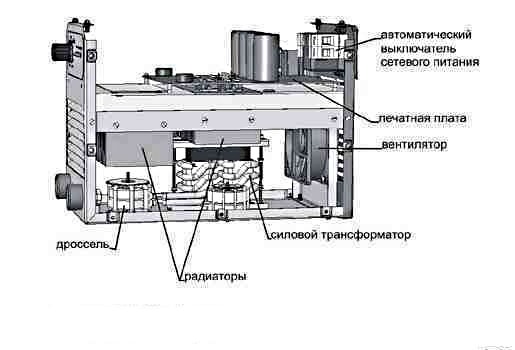
Рассмотрим подробней, из чего сделаны самые распространенные маломощные агрегаты на примере COLT 1300 от итальянского производителя:
- Корпус изготовлен из металлического защитного кожуха толщиной 1мм. Он одет на боковые панели.
- На лицевую стенку выведены разъемы для подключения кабелей, регулятор силы тока, индикатор сети и защиты.
- На задней части присутствует выключатель.
- На всей оболочке выполнены технологические отверстия для вентиляции.
- Внутри находится электрическая плата, на которой закреплены все детали схемы.
Такой вариант сборки наиболее удобный.
Китайцы делают начинку из 4,5 пластин. Это не относится к минусам, но при проектировке своего аппарата возьмем более простую идею.
Комплект состоит из следующих единиц:
- электроплита;
- 2 трансформатора;
- конденсаторы;
- радиаторы;
- вентилятор;
- поглощающий фильтр;
- диодный выпрямитель;
- транзисторы;
- блок управления;
Остальное показано в спецификации.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Как пользоваться аппаратом
 После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Аппарат для контактной сварки из микроволновки
Чтобы сделать самостоятельно аппарат для контактной сварки в домашних условиях, потребуются такие инструменты, материалы и комплектующие:
- трансформатор от старой микроволновки (для получения большой мощности потребуются два трансформатора от двух микроволновок);
- медный провод большого сечения для вторичной обмотки (можно использовать жгут проводов с небольшим сечением);
- прижимные рычаги;
- гетинакс (текстолит, авиационная фанера) для монтажной платы, толщиной 10 миллиметров;
- корпус от микроволновки;
- вентилятор от микроволновки;
- зажимные струбцины;
- кабели, изолирующие обмоточные материалы (лакоткань, стеклолента, ПХВ-изоляционная лента);
- электроды из меди, изготовленные из стержней соответствующего диаметра, с конусообразной заточкой;
- набор инструментов – электродрель с набором сверл, отвертки, ключи, ножовка, пассатижи, тестер;
- различные метизы (болты, гайки, шайбы, шайбы Гровера).
Подбор трансформатора
Микроволновки бывают различной мощности, поэтому, чтобы использовать их рабочие трансформаторы, следует определиться, что именно будет сваривать будущий аппарат. Выбор мощности напрямую зависит от толщины свариваемых листов. Если толщина листа не превышает одного миллиметра, то для аппарата точечной сварки вполне будет достаточно мощности в один киловатт. Для листа толщиной до двух миллиметров мощность следует увеличить вдвое – до двух киловатт.
Строение трансформатора
Трехмиллиметровые листы уже потребуют мощность в пять киловатт. Почему для аппарата точечной сварки подходят трансформаторы именно от микроволновки? Дело в том, что мощность первичной и вторичной обмоток этих устройств одинакова. В зависимости от количества витков вторичной обмотки, может генерироваться напряжение до 3000 вольт при мизерном токе. Но для аппарата контактной сварки нужно не напряжение, а ток.
Поэтому, уменьшая количество витков вторичной обмотки можно получить низкое (до трех вольт) напряжение при токах, достигающих тысячи ампер. А так как трансформирующие элементы микроволновок имеют мощность до трех киловатт, то именно они как нельзя лучше подходят для изготовления самодельного сварочного аппарата.
Сборка трансформаторного узла
Мини сварочный аппарат для точечной сварки из трансформатора
Для сварки листов небольшой толщины достаточно использовать начинку из микроволновки небольшой мощности – до одного киловатта. Для выполнения более серьезных работ понадобится либо микроволновка большей мощности, либо две микроволновки малой. Во втором случае трансформаторы должны будут включаться по параллельной схеме с тщательным соблюдением соответствия подключения обмоток.
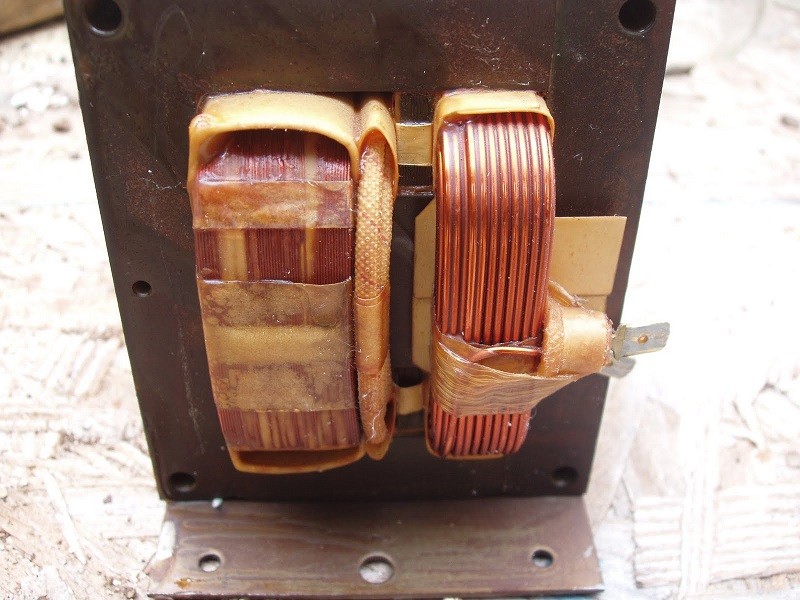
Для аппарата контактной сварки из микроволновки аккуратно извлекается трансформатор
С помощью бокорезов осторожно удаляется вторичная обмотка, затем демонтируют шунты. После удаления шунтов и старой вторичной обмотки следует удалить пыль, остатки изоляции и намотать новую
Эта обмотка в трансформаторе от микроволновки делается толстым медным проводом, имеющим в сечении от 50 мм2 до 100 мм2. Количество витков вторичной обмотки — два–три. Такая конструкция обеспечит на выходных клеммах напряжение порядка трех вольт при силе тока до тысячи ампер. Если такого толстого провода нет, то для вторичной обмотки можно использовать жгут из нескольких многожильных проводов.
Может оказаться, что толстый провод имеет мощную изоляцию. Эту изоляцию рекомендуется снять и заменить ее лакотканью, стеклотканью или обычной поливинилхлоридной изолентой. При использовании двух трансформирующих блоков вторичная обмотка делается общей, а первичные обмотки должны быть правильно соединены. Для проверки правильности соединения обмоток понадобится тестер.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Как сделать своими руками?
Допустим, вы решили сделать лично индукционный нагреватель, для этого подготавливаем трубу, в неё насыпаем небольшие куски стальной проволоки (9 см в длину).
Труба может быть пластиковой или металлической, главное, с толстенными стенками. Затем, она закрывается специальными переходниками со всех сторон.
Далее, на неё накручиваем медную проволоку до 100 витков и располагаем по центральной части трубки. В результате получится индуктор. К этой обмотке подсоединяем выходную часть инвертора. В качестве помощника прибегаем к терморегулятору.
В качестве нагревателя выступает труба.
Подготавливаем генератор и всю конструкцию собираем.
Необходимые материалы и инструменты:
- проволока из нержавеющей стали или катанка (диаметр 7 мм);
- вода;
- сварочный инвертор;
- провод из эмалированной меди;
- сетка из металла, имеющая маленькие отверстия;
- переходники;
- толстостенная труба из пластика;

Пошаговое руководство:
- Режим проволоку на кусочки, длиною 50 мм.
- Подготавливаем оболочку для нагревателя. Используем толстостенную трубу (диаметр 50 мм).
- Дно и верх корпуса закрываем сеткой.
- Готовим индукционную катушку. Медным проводом делаем намотку на корпус 90 витков и располагаем их в центре оболочки.
- Из трубопровода вырезаем часть трубы и устанавливаем индукционный котёл.
- Катушку соединяем с инвертором и заполняем котёл водой.
- Заземляем полученную конструкцию.
- Проверяем систему в работе. Без воды использовать нельзя, так как может расплавиться пластиковая труба.
Из сварочного инвертора

- Для этого берём полимерную трубу, стенки её должны быть толстыми. С торцов монтируем 2 вентиля и подсоединяем разводку.
- Засыпаем в трубу кусочки (диаметр 5 мм) металлической проволоки и монтируем верхний вентиль.
- Далее, делаем 90 витков вокруг трубы медной проволокой, получаем индуктор. Нагревательным элементом является труба, генератором используем сварочный аппарат.
- Прибор должен стоять в режиме переменного тока с высокой частотой.
- Подсоединяем медную проволоку к полюсам сварочного аппарата и проверяем работу.
2 Как выполнить обмотку сварочного трансформатора?
Обмотку можно делать из ПЭВ-провода с большим числом отдельных жил общим сечением около 0,7 миллиметра. Данный вариант простой, но не самый лучший. Дело в том, что между жилами имеются воздушные зазоры, которые снижают площадь сечения примерно на треть. Подобной проблемы не наблюдается тогда, когда намотка осуществляется при помощи жестяных медных полосок толщиной порядка 0,3 миллиметров.
Применять следует именно тонкие полоски, чтобы избежать так называемого «эффекта Skin». При появлении этого эффекта образуется чрезмерный нагрев трансформаторного устройства и выход его из строя из-за того, что большие по толщине полосы сформируют такую сердцевину, которая просто-напросто не будет функционировать. Термопрослойку лучше всего изготавливать из бумаги, закладываемой в ксерокс, либо из той, которая используется на кассовых установках.
Второй вариант предпочтительнее, так как «кассовая» бумага имеет большую длину, что упрощает ее намотку. Кроме того, она не рвется за счет своих достаточно высоких механических свойств. Выполнять вторичную обмотку желательно также из медных полосок. Друг от друга их обычно отделяют при помощи прослойки из фторопласта. После намотки «вторички» не забудьте уложить термическую прослойку (опять же таки из указанной выше бумаги).
Трансформаторное устройство, которое во время использования инвертора будет активно нагреваться, следует в обязательном порядке оснастить вентиляторами. Подойдут 0,15-амперные кулеры, которые стоят в старых компьютерах. При желании разрешается взять и более мощные охлаждающие механизмы, но только в том случае, если вы думаете применять инвертор очень активно.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух
Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.

Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Инвертор на микросхеме
Этот преобразователь напряжения 12 220 В собирается на основе специализированной микросхемы КР1211ЕУ1. Это генератор импульсов, которые снимаются с выходов 6 и 4. Импульсы противофазные, между ними небольшой временной промежуток — для исключения одновременного открытия обоих ключей. Питается микросхема напряжением 9,5 В, который задается параметрическим стабилизатором на стабилитроне Д814В.
Также в схеме присутствуют два полевых транзистора повышенной мощности — IRL2505 (VT1 и VT2). Они имеют очень низкое сопротивление открытого выходного канала — около 0,008 Ом, что сравнимо с сопротивлением механического ключа. Допустимый постоянный ток — до 104 А, импульсный — до 360 А. Подобные характеристики реально позволяют получить 220 В при нагрузке до 400 Вт. Устанавливать транзисторы необходимо на радиаторы (при мощности до 200 Вт можно и без них).
Схема повышающего преобразователя напряжения 12-220 В
Частота импульсов зависит от параметров резистора R1 и конденсатора C1, на выходе установлен конденсатор C6 для подавления высокочастотных выбросов.
Трансформатор лучше брать готовый. В схеме он включается наоборот — низковольтная вторичная обмотка служит как первичная, а напряжение снимается с высоковольтной вторичной.
Возможные замены в элементной базе:
- Указанный в схеме стабилитрон Д814В можно заменить любым, выдающим 8-10 V. Например, КС 182, КС 191, КС 210.
- Если нет конденсаторов C4 и C5 типа К50-35 на 1000 мкФ, можно взять четыре 5000 мкФ или 4700 мкФ и включить их параллельно,
- Вместо импортного конденсатора C3 220m можно поставить отечественный любого типа на 100-500 мкФ и напряжение не ниже 10 В.
- Трансформатор — любой с мощностью от 10 W до 1000 W, но его мощность должна быть минимум в два раза выше планируемой нагрузки.
При монтаже цепей подключения трансформатора, транзисторов и подключения к источнику 12 В надо использовать провода большого сечения — ток тут может достигать высоких значений (при мощности в 400 Вт до 40 А).
Проверка оборудования
До подключения источника питания внешним осмотром контролируют целостность корпуса, рукояток регуляторов. Организуют рабочее место следующим образом:
- освобождают ровную площадку (металлический стол);
- устанавливают минимальное расстояние 2 м от аппарата до стен;
- подключают контур защитного заземления;
- устраняют взрывоопасные (легковоспламеняющиеся) предметы.
Рекомендуется эффективная вентиляция помещения при сварке, чтобы исключить нанесение вреда здоровью загрязненной атмосферой. Заранее надо подготовить маску, краги, электроды. Следует предотвратить свободный проход в рабочую зону посторонних людей. Убирают посторонние предметы, мешающие выполнению отдельных операций.
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток — 240 А;
- напряжение — 40 V;
- мощность — 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату
При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) — изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н — негорючая изоляция;
- КГ — гибкий кабель;
- ПЭС — модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
- 6 мм кв. — 100 А;
- 10 — 120;
- 25 — 200;
- 35 — 290;
- 50 — 300.
| Площадь сечения проводника, мм кв. | |||
| Ток (I), А | Длина кабеля, м | ||
| 0-15 | 15-30 | 30-60 | |
| 30-100 | 25 | 25 | 50 |
| 100-200 | 35 | 50 | 70 |
| 200-300 | 50 | 70 | 90 |
Для точного расчета применяют формулу Д=С/К, где:
- Д — допустимая длина;
- С — площадь поперечного сечения;
- К — поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
При выборе кабеля необходимо обратить внимание на ряд деталей
Рейтинг лучших моделей
Чтобы облегчить выбор пользователей, профессионалы составили рейтинг лучших моделей сварочных аппаратов для использования в домашних условиях.
Зубр «Мастер» М 1
Такой агрегат рекомендован к использованию для ручной электродуговой сварки плавкими электродами. Прибор характеризуется высокой скоростью поджига и высокой производительностью.
Преимущества:
- Безопасность использования.
- Низкое потребление электроэнергии.
- Наличие защиты от перепадов напряжения.
- Не перегревается при продолжительном периоде эксплуатации.
- Высокое качество обработки.
- Простота применения.
Недостатки:
Высокая цена.
Ресанта САИ-190
Это сварочный аппарат инверторного типа ММА. Прибор характеризуется тем, что его можно использовать даже при перепаде напряжения. Агрегат подходит для сварки как тонких, так и толстых материалов.
Преимущества:
- Не перегревается при продолжительном периоде эксплуатации.
- Высокая мощность, которая составляет 5500 Вт.
- Качественная система охлаждения.
- Относительно бесшумная работа.
- Компактные габариты.
Недостатки:
Отсутствие кейса для транспортировки.
Калибр Micro СВИ-205
Это бытовой инвертор, который рекомендован к применению для несложных сварочных работ. Прибор обеспечивает преимущественно качественный шов, но в этом случае все зависит от типа обрабатываемого материала.
Преимущества:
- Легкий вес и компактные размеры.
- Простота и удобство применения.
- Высокое качество обработки.
- Простота поджига.
- Высокая производительность.
Недостатки:
- Короткий провод.
- Во время работы провод нагревается.
Aurora Stickmate 200
Это универсальная модель, которую можно использовать для разных типов сварки. Агрегат оснащен функцией ForceArc, что позволяет использовать прибор без залипания электродов. Кроме того, именно это опция обеспечивает высокое качество швов. Устройство имеет еще одну полезную дополнительную опцию Antistick. Она автоматически уменьшает силу тока, если возникает такая необходимость. При этом все соответствующие параметры сохраняются.
Преимущества:
- Простота и удобство применения.
- Простота поджига.
- Наличие защиты от перепадов напряжения.
- Возможность применения с кабелем, длина которого составляет до 50 м.
- Качественная система охлаждения.
Недостатки:
Большой вес.
Сварочный аппарат – важный инструмент при работе с металлами. Существует большое количество видов подобных агрегатов, поэтому пользователь может подобрать тот вариант, который полностью удовлетворит его потребностям.
- Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
- Как пользоваться холодной сваркой: инструкция и советы, разновидности, руководство по использованию
Намотка трансформатора
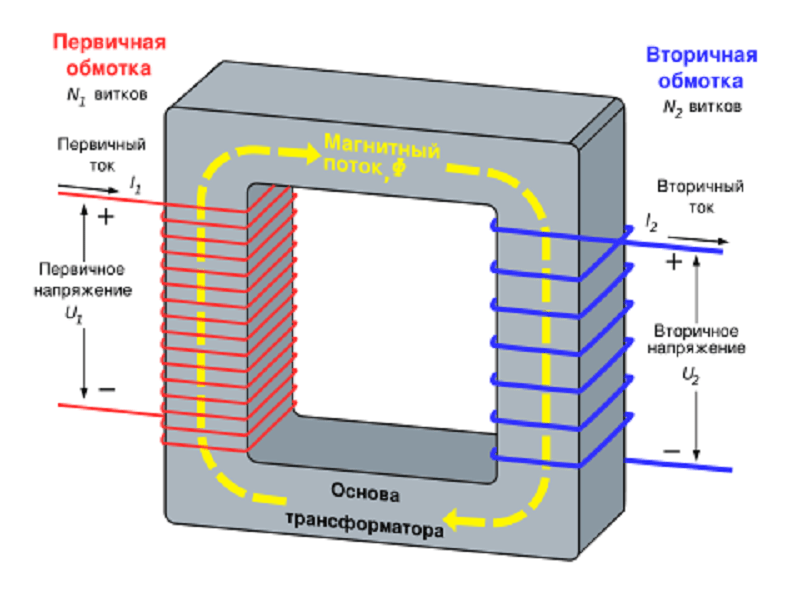
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.

Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Инструменты и материалы
Для создания сварочного устройства собственноручно (для тонкого металла либо для ювелирных работ) потребуется иметь под рукой следующие элементы:
- крепеж;
- нож;
- зубило;
- паяльник;
- электроды;
- отвертки;
- ножовку;
- пинцет;
- металл, из которого будет делаться каркас (желательно листового типа);
- асинхронный статор;
- сборочные части для трансформатора.
Все составные элементы будут находиться в таком порядке:
- выпрямитель;
- варисторный фильтр;
- преобразователь;
- трансформатор;
- выпрямитель силового типа.
Из указанной схемы легко можно убрать выпрямитель и фильтр, но нужно быть готовым тогда к тому, что управляемость электродугой будет не очень хорошей, а получаемый шов будет требовать серьезной доработки.
Устройство из трехфазного трансформатора
Если ЛАТР найти невозможно, сварочный аппарат конструируют из блока питания 380/36 В. 3-фазный трансформатор используется в работе осветительных систем или электроинструментов. Допускается применение блока с одной сгоревшей обмоткой. Агрегат будет питаться от бытовой или промышленной сети. В процессе сборки выполняют следующие действия:
- Изготавливают клеммы для крепления вторичной намотки из полой трубки. Один конец делают плоским, в нем просверливают отверстие для фиксации провода.
- Заменяют расположенные в верхней части трансформатора винты с гайками М6 на болты М10.
- Изготавливают текстолитовую плату для вывода концов обмотки. В ней проделывают 10-11 отверстий, в которые вставляют винты М6. Плату устанавливают на верхнюю панель трансформатора.
- Крайние первичные намотки подключают друг к другу параллельно. Средняя подсоединяется последовательно.