Тонкости выполнения работ при помощи полуавтоматического сварочного аппарата
Содержание:
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы
Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки
Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.
Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.
Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.
Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.
Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.
Как варить полуавтоматом без газа, смотрите далее.
1 HDC Kansas 350
Сварочный полуавтомат имеет самый большой показатель ПВ (95), что позволяет оборудованию с легкостью выполнять большие объемы. Агрегат может работать в режиме ручной дуговой сварки при помощи электродов, или с использованием проволоки (MIG/MAG). Причем ее толщина может достигать 1,6 мм, что среди вошедших в ТОП-5 профессиональных агрегатов этот показатель является самым высоким. Параметры прибора не позволяют его и близко рассматривать в качестве инструмента для дома. Даже для гаража и небольших СТО он уж слишком мощный. Целесообразное использование полуавтомата HDC Kansas 350 может быть лишь на средних и крупных производственных, автотранспортных или ремонтных предприятиях.
Несмотря на микропроцессорное управление, сварочный инвертор имеет регулировку жесткости дуги, напряжения при сварке полуавтоматом и т. д. Надежность оборудования подтверждается владельцами, которые на технических форумах любезно делятся своим опытом работы с Kansas 350. Система подачи проволоки (выполнена отдельным блоком) оборудована 4-мя роликами. Также в отзывах отмечается наличие функции продувки газом по окончанию сварки для надежной защиты шва. Поскольку сварочный инструмент весит немало (75,5 кг), он размещен на специальной колесной раме с площадкой для углекислотного баллона. Немаловажным фактором, определяющим повышенный интерес к модели, является наличие выводов постоянного тока на 36 V для подключения обогрева газового редуктора.
Как выбрать сварочный полуавтомат?
Чтобы выбрать наиболее подходящий прибор для выполнения конкретных видов работ, следует учесть некоторые рекомендации экспертов.
Выполнить элементарные работы в гараже или на даче поможет бюджетный аппарат с максимальной силой тока 160 А. К достоинствам бытового прибора можно отнести компактность и небольшой вес
Длительность сварки следует ограничить интервалом 4-10 минут.
В небольшой мастерской, где собираются металлические двери или ворота, лучше обратить внимание на более производительные приборы. Сила тока может достигать уровня 200 А, прибор должен быть оснащен воздушным охлаждением, длинным кабелем (2-3 м)
Для таких работ понадобится проволока 0,8-1,2 мм, которую придется заправлять в аппарат.
В автомастерских, которые специализируются на кузовных работах, используются профессиональные сварочные полуавтоматы инверторного типа. Особо ценится длинный рукав, с помощью которого можно передвигаться по всему кузову.
Соединять толстые заготовки (трубы, фланцы) на металлообрабатывающем предприятии удастся с помощью полуавтомата, работающего от трехфазной сети. Максимальная сила тока может достигать 500 А, а мощность составлять 13 кВт.
Обновлено: 3-09-2019
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!
Топ сварочных полуавтоматов
Лучший профессиональный MIG/MAG/MMA сварочный полуавтомат
1. Aurora SKYWAY 300
Профессиональный сварочный инвертор, предназначенный для ручной дуговой сварки (MMA) и полуавтоматической сварки проволокой (MIG/MAG). Работает от трёхфазной сети с напряжение 380 вольт. Выдаёт постоянный сварочный ток силой от 50 до 300 ампер. Мощности в 11 кВт хватит для решения самых сложных задач. Продолжительность включения при максимальном токе составляет 35 %: то есть, из 10 минут работы 3,5 минуты займёт сварка, а оставшееся время потребуется для остывания. Поддерживает проволоку диаметром от 0,8 мм до 1,2 мм. Скорость подачи проволоки — 3-16 м/мин. Свою немаленькую цену в 80 500 рублей этот мощный и производительный аппарат окупит очень быстро.
Лучший полупрофессиональный инверторный сварочный полуавтомат
2. Сварог REAL MIG 200
Недорогая, но производительная модель полупрофессионального класса ценой около 25 000 рублей. Предназначена для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также классической ручной дуговой сварки покрытым электродом (ММА). Инвертор работает со сварочным током от 10 до 200 ампер. Аппарат однофазный, подключается к бытовой электросети с напряжением 220 вольт. Мощности в 7,7 киловатта хватит для обслуживания небольшой мастерской. Продолжительность включения при максимальном токе составляет внушительные 60 %. Поддерживает электроды диаметром от 1,5 мм до 4 мм и проволоку диаметром от 0,6 мм до 1 мм, обеспечивая скорость подачи проволоки от 1,5 до 14 м/мин.
Лучший бытовой MIG/MAG сварочный полуавтомат
3. Fubag IRMIG 180
Не самая дешёвая бытовая модель — этот полуавтомат стоит около 16 500 рублей — но точно одна из самых удачных на рынке. Инвертор весит всего 12 килограмм и занимает немного места, так что хранить его можно хоть в гараже, хоть дома в шкафу. Предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG). Работает от бытовой электросети с напряжением 220 вольт, выдаёт от 30 до 180 ампер сварочного тока. Мощности в 6,6 киловатта с запасом хватит для любых домашних нужд. Продолжительность включения при максимальном токе в 25 % воображения не поражает, но для модели домашнего класса это вполне приемлемая величина. Диаметр проволоки — от 0,6 до 0,8 мм.
Лучший бюджетный MIG/MAG сварочный полуавтомат
4. Wester MIG-100
За скромным ценником в 10 500 рублей с небольшим скрывается очень интересная модель сварочного выпрямителя, которая отлично подойдёт для использования на даче или в гараже. Аппарат предназначен для полуавтоматической сварки в среде инертных или активных газов (MIG/MAG) со сварочным током от 53 до 100 ампер. Мощности в 2,4 киловатта должно хватить для несложных бытовых задач, которым соответствуют и небольшая продолжительность включения при максимальном токе в 10 %, и скромный диаметр поддерживаемой проволоки от 0,6 до 0,8 мм. Аппарат защищён от пыли и воды по классу IP21S, так что использовать его можно даже в самых неблагоприятных условиях. Хороший агрегат типа «мой первый сварочный полуавтомат».
Рейтинг брендов
Большое количество компаний выпускают сварочные аппараты. Мы составили список популярных:
- Aurora. Этот бренд производит надежное оборудование, чем полюбился многим российским и европейским пользователям. На любую технику производитель предоставляет минимум двухлетнюю гарантию и осуществляет постгарантийное обслуживание.
- Fubag – выпускает профессиональное оборудование. Производитель предлагает не только сварочные аппараты, но мотолампы, пуско-зарядные устройства, а также многое другое. Этот немецкий компания работает уже пол века. За это время успела приобрести своих поклонников.
- Wester. Эта компания производит приборы с лучшим соотношением цена-качество. Полуавтоматы этого бренда прослужат долго, о чем говорят отзывы потребителей российского, а также европейского рынка. Помимо этого, фирма выпускает различные аксессуары, например, маски для сварщиков.
- Интерскол. Бренд, который основан после распада СССР. Под этой маркой выпускаются сварочные полуавтоматы, электро- и бензоинструменты. Качество продукции находится на хорошем уровне, а цены радуют покупателей.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
WATT COMBIMIG 250
Watt MMA 200 – следующий недорогой сварочный полуавтомат в нашем рейтинге. В продаже именно эту модель найти затруднительно. Однако если хорошо поискать, его еще можно отыскать в нескольких онлайн-магазинах.
Назначение аппарата – работа в режиме MAG и MIG сварки, что ему особенно хорошо удается. Модель также может работать покрытым электрическим проводником в режиме обычной сварки ММА.
220 В нужно аппарату для приведения в действие, справляется при умеренных падениях напряжения.
Выдает честные 230 А, что оптимально для новичка, а для мастера будет мало. Данный полуавтомат имеет удобный держатель для переносок, небольшой вес и компактную сборку.
Мы бы рекомендовали аккуратно обращаться с корпусом сварочного аппарата, хоть он довольно долговечный и прочный. Имеет легко поджигаемую дугу, которая стабильно горит. Способен на долгую варку, так как КПД высокий.
Мнения сварщиков:
Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.
Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.
Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.
Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.
Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
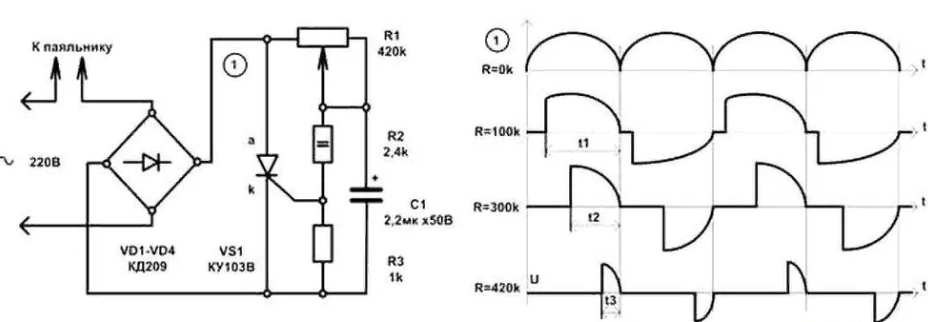
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Комплектующие и материалы
В результате интенсивного использования полуавтомата иногда приходится выполнять его ремонт. Все необходимые комплектующие и сопутствующие материалы сейчас без проблем можно приобрести.
Блок (другое название – плата) управления отвечает за торможение и разгон двигателя, он задействует выбранный режим сварки, защищает от перегрузок мотор.
Подающий механизм помогает в подаче проволоки при помощи роликов – чем больше количество подающих роликов в механизме, тем быстрее будет подаваться присадочный материал.
Для того чтобы сопло для сварки держалось на аппарате, на нём размещена нарезка (резьба). Благодаря этому сопло горелки завинчивается в прибор, исключая тем самым внезапное падение во время сварочных работ
Выбирая сопло, опытные мастера обращают внимание на качество резьбы – она должна быть ровной и начинаться с середины изделия.
Электромагнитный клапан служит для регулировки подачи защитного газа, от него будет зависеть формирование сварочного шва.
Баллоны под газ (или смесь газов) для сварки используются на различный литраж, в основном идут с плоским устойчивым дном.
Евроразъём – с ним можно иметь одновременно две горелки под разного вида проволоку.
Антипригарный спрей поможет защитить наконечник горелки и сопло от налипания металла.
Тефлоновая трубка (канал) – это одна из расходных частей аппарата, используется для сварки проволокой из алюминия.
Сварочный пистолет представляет собой устройство с мощным кабелем для электросварки.
2 Fubag IRMIG 160

Этот универсальный полуавтомат был создан с применением последних технологических разработок в области сварочных инверторов и заслуженно занимает верхние строчки в топ-5 среди бюджетных моделей. Характеристики аппарата позволяют работать с различными типами стали и алюминия, использовать все виды сварной проволоки и покрытых электродов. В обсуждениях Fubag IRMIG 160 на профессиональных форумах особо выделяется надежность комплектующих и качество сборки этой модели. Удобные разъемы силовых проводов и рукава с горелкой позволяют в считанные минуты настроить прибор в соответствии с предстоящими видами работ.
Широчайший спектр возможностей делает его незаменимым для гаража, при проведении работ в «полевых условиях» и т. п. Благодаря имеющимся свойствам, сварочный полуавтомат может использоваться не только для дома, но и в профессиональной деятельности (ремонтные мастерские и т. п.). В отзывах особо отмечается мобильность установки – вес инвертора составляет всего 11 кг, имеется удобная рукоятка для переноски. Целый ряд защитных функций делает проведение работ максимально безопасным. Также положительных оценок заслуживает облегченный розжиг дуги и ее стабильность. В процессе варки не образуется шлак, что значительно ускоряет выполнение поставленных задач.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.
Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.