Какие трубогибы бывают для профильных, круглых труб и как выбрать
Содержание:
- Почему сгибание профильных труб может стать проблемой
- Гибочный станок для профильных труб
- Хитрости для облегчения гибки труб
- Альтернативные способы сгибания
- Сборка своими руками
- Полезные советы “первопроходцам”
- Устройство трубогибочного станка и инструкция по его сборке
- Роликовый трубогиб
- Полезные советы
- Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
- Что нужно знать о техническом оснащении цеха?
- Что представляет собой инструмент для сгибания труб?
- Лучшие варианты самодельных трубогибов для профиля
Почему сгибание профильных труб может стать проблемой
По довольно очевидной причине — конструкция сделана из металла, а, значит, материал достаточно прочный и плохо поддается модификациям. Но даже для этих проблем существует и давно придумано профессиональное решение.
Трубы гнут следующим образом:
- металлическую трубу разогревают, при воздействии высоких температур металл становится мягким, и лучше поддается изменениям структуры;
- при нагревании на конструкцию воздействуют давлением, в месте повышения температуры в паре с давлением получается изгиб в нужную сторону.
Самое главное в этом вопросе не переусердствовать, и не помять трубу, не сломать ее, не довести целостность до образования трещин.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
-
Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
-
Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
-
Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
-
В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
-
Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.
-
Установите и прикрепите к нижней раме приводные валы. В профиле, на котором они устанавливаются, просверлите несколько отверстий для смещения роликов к центру. Это позволит более точно изменять радиус изгиба при необходимости.
-
На звёздочки смонтируйте цепь и нажмите на неё в самой нижней точке. Обозначьте место для монтажа натяжителя. Закрепите деталь на станине трубогиба.
-
Приделайте ручку для вращения валов гибочного станка.Желательно использовать ручку, на которой будет установлена вращающаяся трубка. Это облегчит работу со станком и убережёт руки от мозолей.
-
Чтобы уберечь конструкцию от воздействия влаги, профилегиб обрабатывают преобразователем ржавчины и красят.
После завершения работы приступают к испытаниям. Для этого металлический профиль укладывают на приводные валы и домкратом прижимают рабочий ролик к поверхности заготовки. Вращая ручку, валам придают ход, после чего металлопрофиль проходит между нижними и верхним валами и приобретает изогнутую форму. Станок испытывают на различных материалах, устанавливая различную степень нажатия верхнего вала. После этого делают заключение об особенностях эксплуатации трубогиба и его пригодности к работе.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Альтернативные способы сгибания
Чтобы гибка профильных труб по радиусу принесла желаемые результаты, необходимо учитывать такие факторы, как:
- пластичность облицовочного материала (жесть, пластик, монолитный и сотовый поликарбонат);
- форма сечения и толщина стенок — квадратные изделия лучше выдерживают деформацию;
- упругость металла — при проведении формовки холодным способом заготовки нужно деформировать на 10-15 % больше необходимого радиуса.
Существуют следующие альтернативные способы сгибания прямоугольных труб:
Ковкой. Изгибание производится путем методичного нанесения ударов по заготовке тяжелым молотом. Предварительно изготавливается наковальня, верх которой имеет округлую форму. Заготовка жестко крепится струбцинами к основанию наковальни. После этого по профилю наносятся удары
Следует соблюдать осторожность, т.к. чрезмерные усилия могут привести к сплющиванию изделия
Работать удобнее с отрезками длиной не более 1 м.
По лекалу. Основанием для размещения детали может быть бетонная, асфальтированная или выложенная плиткой площадка. На ней наносится контур дуги, после чего в грунт вбиваются арматурные штыри или тонкие стальные трубы. Деталь закрепляется на первом штыре. По мере изгибания проводится сварка со штырями. Когда сила упругости ослабеет, арка срезается со штырей болгаркой.
Прокат под гнетом. Для создания давления используется транспортное средство с боковым выносом колес и без крыльев. Рейка укладывается в заранее подготовленную канавку из стали или бетона. После этого производится методичное прокатывание колеса по профилю. Осевое соответствие контролируется вручную или металлическими направляющими.
Чтобы снизить вероятность деформации стенок изделия, в него можно вставить тонкую и длинную стальную пружину. В том случае, когда используется нагрев, не следует охлаждать горячую сталь водой. От этого она может покрыться трещинами или лопнуть. Лучше воспользоваться отработкой. При использовании мускульной силы на свободный конец звена рекомендуется насаживать длинный и прочный рычаг. Так удастся добиться желаемой цели с меньшими усилиями.
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.
Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.
Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
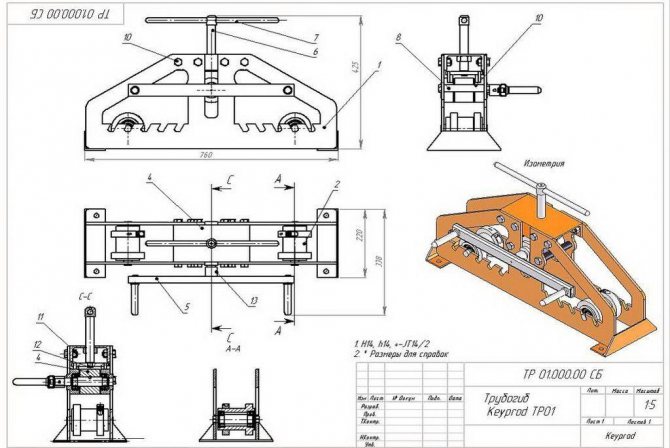
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
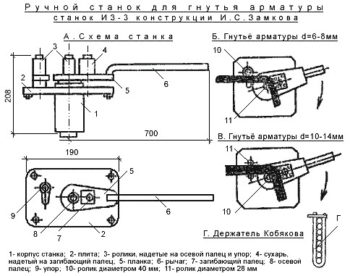 Станок ручной для гибки арматуры.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
-
Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. -
Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. -
Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
 Конструкция трубогиба.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
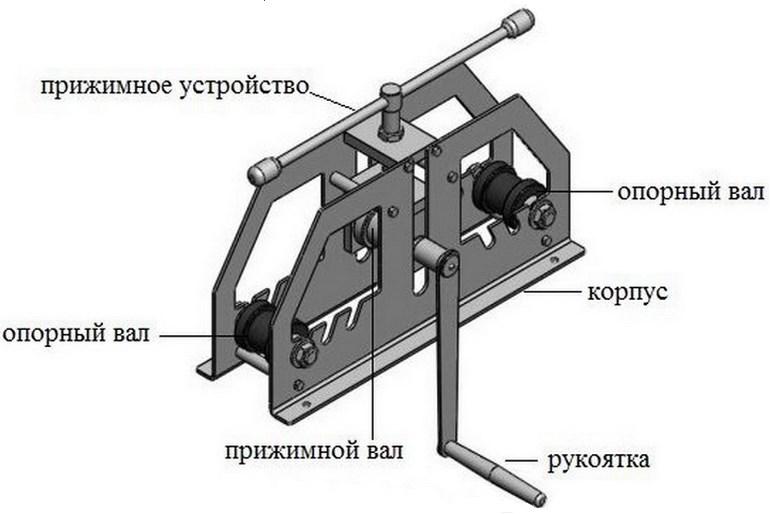
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
https://youtube.com/watch?v=wxTnQp0UZKc%3F
Что нужно знать о техническом оснащении цеха?
Важный этап организации бизнеса – купить оборудование для производства профильной трубы. С этим проблем никаких возникнуть не должно, поскольку предложений на рынке масса. И основные критерии выбора технологической линии – планируемые объемы выпуска продукции и имеющийся в наличии стартовый капитал.
Оснащать молодое предприятие высокопроизводительным оборудованием не имеет никакого смысла. Лучший вариант – линия малой или средней мощности.
 Линия для производства профильной трубы
Линия для производства профильной трубы
Стандартная линия по производству профильной трубы содержит в своем составе следующие машины и аппараты:
- Автомат для разматывания металлических листов.
- Трубогиб.
- Участок сварки.
- Станок для нарезки труб.
Поставщики сегодня предлагают к продаже как полностью автоматические линии, так и с использованием ручного труда. При выборе тут стоит ориентироваться на размер стартового капитала, поскольку автоматизированные линии стоить будут гораздо дороже.
На возможность выпуска металлических изделий различного сечения важное значение играет то, какой прокатный стан для профильной трубы будет выбран предпринимателем. Если агрегат будет оснащен несколькими дополнительными валами (квадратными, треугольными, круглыми), это позволит расширить ассортимент, увеличив тем самым прибыль
А если запланировано производство оцинкованной профильной трубы, то придется дополнительно оснастить линию специальной ванной для оцинкования. Но на первых порах можно обойтись и без участка оцинкования.
Стоимость оснащения цеха будет зависеть от комплектации линии и степени ее оснащенности. Минимальная цена оборудования для производства профильной трубы – 600000 руб. Но ждать от такой линии высокой производительности не стоит, да и многие операции здесь будут осуществляться вручную. Но пока должным образом не отлажены каналы сбыта, это не так и плохо – высокопроизводительное оборудование бы в этом случае просто простаивало.
Если даже минимальной суммы в наличии не имеется, можно задуматься о том, чтобы оснастить цех поддержанной линией или завести оборудование из Китая.
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, на котором равномерно сгибают профильную трубу таким образом, чтобы она не сплющилась ни в каком месте изгиба. Просвет сечения сохраняет свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).
Механизмы с электроприводом относятся, как правило, к профессиональному оборудованию и способны за короткое время изогнуть много метров профиля. Но для нечастых работ в домашней мастерской приобретать их не рационально.
Заводские модели трубогибов
Гидравлические трубогибы отличаются большой мощностью и очень хороши тем, что не требуют применения физических усилий при работе. А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, вполне возможно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется гораздо дешевле – ведь почти все нужные материалы найдутся в любом гараже. К тому же свой собственный трубогиб можно собрать специально для планируемых задач, например, под определенный радиус дуги.
Самодельные конструкции
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.









