Правильная пайка паяльником и феном с нуля для начинающих
Содержание:
Виды кислот для пайки
Теперь попробуем разобраться, как правильно паять паяльником с кислотой радиатор и другие сложные конструкционные изделия. Посмотрим на примере, какие кислотные растворы подходят для определённой группы изделий и металлов.
Оцинкованное железо
Обращаем внимание на то что в данном случае вам лучше всего использовать хлорат цинка, который можно купить в готовом виде в специализированных магазинах, или приготовить самостоятельно. Берём небольшое количество соляной кислоты, примерно 100 мл, бросаем в него кусочек цинка
Небольшой фрагмент цинка можно снять вручную с пальчиковых батареек. При совершении химической реакции цинк полностью растворится, выделяя при этом водород. Далее потребуется подождать время, чтобы раствор остыл. Наверху образуется прозрачно-жёлтая основа, которую нужно аккуратно перелить в стеклянную посуду. Осадок необходимо утилизовать, не рекомендуется удалять осадок в канализационную систему, иначе это чревато повреждением металлических труб. Далее можно использовать готовую массу для выполнения работы. Обязательно проветриваем помещение.
Нержавеющая сталь. Вы никогда не задавались вопросом, как правильно паять паяльником с кислотой провода новогодних гирлянд? Мы поможем вам узнать некоторые нюансы при работе с дефектами нержавеющей стали. В качестве материала используют ортофосфорную кислоту. В состав компонента входят- 50%- материал хлористого цинка; 0,5%- состав аммиака; вода с концентрацией pH в объёме 2,9%. В промышленном варианте смесь имеет светло-жёлтый или прозрачный оттенок. При достижении температуры в 213С, вещество преобразуется в H4P2О7 , которая имеет название пирофосфорная кислота. Такой состав при высокой температуре обезжиривает рабочую поверхность металла.

Кислотные растворы для пайки
В некоторых случаях, пирофосфорная расплавленная кислота, поможет решить проблему, как правильно паять паяльником с кислотой медные провода, при этом допускается применение ортофосфорной кислоты для следующих металлов:
- Нержавейка.
- Латунь.
- Металл с основой никеля.
- Медная группа металлов.
- Металлы с содержанием углеродистой стали и низколегированная группа.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Что понадобится?
Паять приходится сборщикам, рядовым инженерам, а иногда и конструкторам. Но запастись паяльным аппаратом недостаточно — необходим еще целый ряд устройств и принадлежностей. Важную роль играет дымоуловитель (вытяжка). Это устройство очищает воздух не только от дыма, но и от других токсичных испарений. Основными компонентами техники являются мощный вентилятор и фильтр специальной конструкции.
Поглотители дыма чаще всего крепят на рабочую поверхность. Специальные пантографные компоненты придают им максимальную гибкость. Продолжая описывать перечень инструментов для пайки, обязательно следует упомянуть и специальный пинцет. Многие специалисты и любители пользуются целым комплектом пинцетов, выбирая наиболее подходящий в конкретном случае. Но наиболее практичными оказываются пинцеты с фиксацией, выручающие в самых сложных ситуациях, когда невозможно зажать инструмент пальцами плотно, или деталь уже выпала.


Непременно следует обзавестись и монтажным столом — паять на обычном столе куда труднее и опаснее. Существуют модификации такой рабочей мебели, рассчитанные на любую доступную площадь. Чаще всего основная столешница делается из листового металла, и к ней крепятся такие же боковины. Но столешница может быть сделана и из фанеры с текстолитовым покрытием. Для сложных работ чаще применяют специализированные термостолы, позволяющие паять печатные платы равномерно. По умолчанию обычно добавляются регуляторы температуры.

Пайка часто проводится с использованием газовой горелки. Обычно этот инструмент применяют для обработки алюминиевых изделий. Но точно так же его используют и при работах с медью. Разные варианты ставятся в жестко фиксированном виде. Либо же предусматривается возможность корректировать положение. Крепление баллона тоже выполняется различным образом.


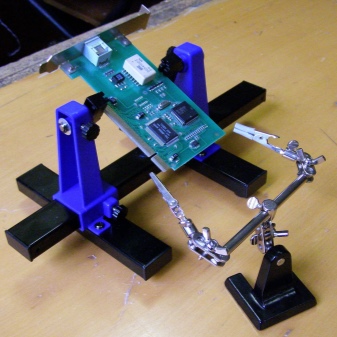
Работы с электроникой существенно упрощаются при использовании держателя плат. Иногда эту систему даже называют «третьей рукой» – настолько она полезна. Чтобы можно было успешно паять самые мелкие детали, приходится использовать лупу бестеневого образца. Вместо нее часто покупают микроскопы
Но важно понимать, что недорогие микроскопы от неизвестных производителей пригодны только для самых быстрых работ. После 10 минут уже обычно начинаются неприятные ощущения в глазах

Лучше покупать проверенные микроскопы от российских производителей. Европейские, американские, японские, фабричные китайские — тоже можно, но разница в цене очень существенна, а по характеристикам особых отличий нет.

Многие лупы для пайки выполняются в виде налобных очков. Подобный инструмент является постоянным орудием в обиходе радиомонтажников, ремонтников телефонов и других подобных специалистов. Сами паяльные работы проводятся с использованием мягких и твердых припоев, причем в каждом случае припой подбирают индивидуально. Латунная проволока на базе цинка и меди позволяет обеспечить почти то же качество соединения, что и хорошие сварочные работы — поэтому специалисты и ценят высоко состав ЛБЗ.


Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.
Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.

Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.

На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
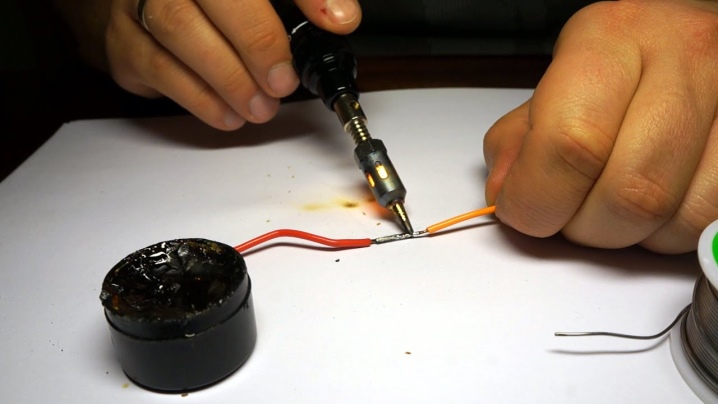
Пайка проводов
С пайкой проводов приходится сталкиваться чаще всего. Это может быть пайка проводов электросети вашего дома, пайка проводов в авто, пайка проводов наушников (рассмотрим подробнее позже) и т.д. В результате удается получить прочное, надежное соединение. Рассмотрим поэтапно процесс пайки проводов:
- Концы проводов, которые будете соединять, торцуем ровно кусачками и снимаем шар изоляции длиной 3-4 см.
- При необходимости очищаем провода в зоне пайки от загрязнений и обезжириваем их.
- Соединяем провода между собой при помощи скручивания. Существует несколько вариантов скручивания. Наиболее распространенным является простое последовательное скручивание. В распределительных коробках электросетей, как правило, используется параллельное.
Последовательная скрутка
Параллельная скрутка
Покрываем соединение проводов флюсом и начинаем наносить на него припой. В процессе пайки провод необходимо постепенно прокручивать для того, чтобы припой лег ровным шаром и заполнил все пустоты между проводами. Важный момент – необходимо правильно подобрать флюс зависимо от материала проводов. Если для пайки медных проводов подходит даже обычная канифоль, то для пайки алюминиевых нужно использовать только активный флюс.
После того как припой остынет, место соединения изолируем изолентой или термоусадочной трубкой.
Такую методику целесообразно использовать для пайки электрических проводов. Если есть задача припаять провод к какой-либо поверхности, например, к контактам на плате, то предварительно кончики проводов необходимо залудить.
Для этого с провода также снимаем изоляцию и обезжириваем. После этого покрываем его флюсом и наносим припой. Также нужно залудить поверхность, к которой провод будет припаян. После этого процесс пайки будет легким и быстрым, а само соединение будет качественным и прочным.
Как паять провода наушников?
Наверное, у каждого из нас в ящике лежит куча старых нерабочих наушников. Если вы уже решили научиться паять, то грех будет не попробовать воскресить хотя бы одни из них.
Обрыв провода – наиболее распространенная причина выхода из строя наушников. Казалось бы, достаточно просто определить место разрыва и перепаять провода. Но не все так просто. В процессе пайки проводов наушников приходится сталкиваться с проблемой лужения проводов. Провода наушников имеют лаковое покрытие, к которому припой ну просто никак не хочет приставать. Поэтому в первую очередь от него необходимо деликатно избавиться. Для этого существует несколько способов:
- Механический: при помощи скальпеля или канцелярского ножа аккуратно счищаем шар лаковой изоляции. При этом лезвие держим перпендикулярно проводу.
- При помощи огня: выжигаем слой лаковой изоляции зажигалкой (не рекомендуем).
- С использованием активных флюсов: наиболее оптимальный метод. Достаточно просто покрыть кончики проводов активным флюсом и залудить их паяльником. Лудить такие провода лучше на куске древесины. Движения паяльником должны быть такими, будто вы втираете припой в провод.
Залуженные таким образом провода легко паять как между собой, так и к коннектору наушников.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.


Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.

Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.

Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.

Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
Watch this video on YouTube
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
Watch this video on YouTube
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.









