Какие электроды подходят для сварки тонкого металла? подробный обзор
Содержание:
- 1 Что представляет собой инверторная сварка?
- Классификация по основным признакам
- Выбор электрода по диаметру сердечника
- Лучшие сварочные электроды с рутиловым покрытием
- Самые распространенные марки электродов и сфера их применения
- Электроды для бытовой сварки
- Сварочные электроды с основным покрытием
- Выбор электродов по толщине материалов
- Особенности выбора электродов
- Какие электроды лучше для инвертора
- Как обычным электродом заварить нержавейку
- Как выбрать электроды для сварки меди
1 Что представляет собой инверторная сварка?
Сварочные инверторы уже достаточно давно вытеснили стандартные трансформаторные агрегаты, использовавшиеся ранее. Связано это с тем, что недорогой и простой в эксплуатации инвертор дает возможность качественно и весьма оперативно сваривать любые металлические конструкции и детали.

Как правило, такие аппараты применяются при осуществлении дугового сварочного процесса методом плавления в качестве высоконадежных источников питания. Инверторы характеризуются неизменным показателем и стабильностью сварочного тока, что гарантирует получение сверхпрочного соединения материалов за счет превосходного качества получаемого шва.
Под инверторной сваркой в общем случае понимают процесс, предполагающий использование специального агрегата, способного формировать при включении источника тока переменное напряжение. В операции сваривания при помощи инверторного аппарата «участвуют» и другие приспособления, включенные в схему сварки:
- система управления;
- сетевой выпрямитель и фильтр;
- трансформатор (высокочастотный);
- преобразователь частоты.

Ну, а главными инструментами для инверторной сварки являются, конечно же, разные виды электродов. Они представляют собой металлические электропроводящие стержни, требуемые для подвода к сварочной зоне тока. Здесь стоит учитывать, что различные виды сварочных агрегатов (даже полностью однотипных) используют разные электроды. Поэтому подбор таких стержней, подающих ток, следует осуществлять грамотно.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Выбор электрода по диаметру сердечника
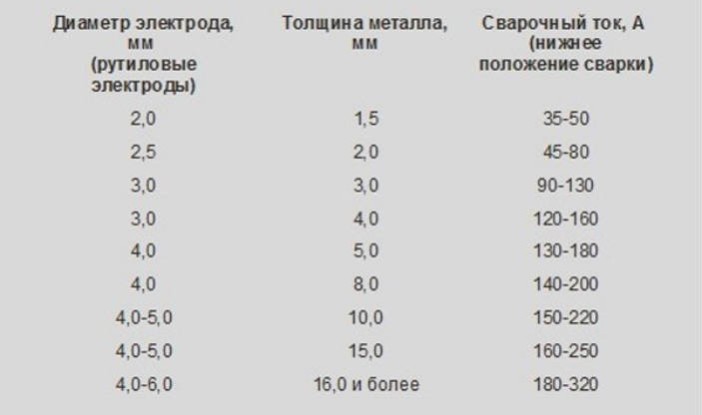
Важнейшей характеристикой электрода является диаметр — его следует подобрать в зависимости от толщины свариваемых листов. Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Самые ходовые размеры – это 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлических сооружений применяют расходный материал 5 и более миллиметров. Для сварки тонкого металла лучше выбрать миниатюрную проволоку.
Лучшие сварочные электроды с рутиловым покрытием
Такие стержни применяют при обработке малоуглеродистых и низколегированных сталей. Получаемые швы не склонны к образованию пор и устойчивы к возникновению горячих трещин.
Электроды с рутиловым покрытием имеют низкий коэффициент разбрызгивания металла, обеспечивают легкость зажигания и стабильное горение дуги.
Ресанта МР-3
4.9
★★★★★
оценка редакции
93%
покупателей рекомендуют этот товар
Смотрите обзор
Главной особенностью электродов Ресанта является полное отсутствие трещин после застывания в металле. Однородность соединения препятствует проникновению влаги и обеспечивает высокую прочность шва.
Диаметр стержня — 3 мм, с его помощью производится сварка материала толщиной 3-4 миллиметра. При использовании такого электрода удастся получить качественный шов даже на мокром, покрытом коррозией или грунтовкой металле.
Достоинства:
- минимальное разбрызгивание;
- легкость повторного зажигания;
- работа с влажным покрытием;
- прочность шва.
Недостатки:
объемные выделения шлака.
Ресанта МР-3 используются при сварке в условиях отрицательных температур или повышенной влажности.
Получаемый шов устойчив к статическим и ударным нагрузкам, что будет весьма полезно при изготовлении объемных резервуаров или корпусов судов.
Wester МР-3
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям электродов Wester стоит отнести тонкое покрытие и легкость повторного зажигания дуги. Это обеспечивает эффективную обработку тонколистового металла при необходимости частых остановок или длительных перерывов.
Диаметр электрода — 3 мм, расход на 1 кг наплавленного металла составляет 1,7 килограмма. Благодаря допустимому содержанию влаги в обрабатываемом материале 1,5% такими стержнями можно производить сварку увлажненных и окисленных поверхностей.
Достоинства:
- легкое удаление шлака;
- аккуратный шов;
- простота повторного зажигания;
- минимальное разбрызгивание металла.
Недостатки:
требует длительного прокаливания.
Wester МР-3 используются при ручной дуговой сварке низкоуглеродистых сталей. Они могут применяться для обработки ржавых или загрязненных поверхностей.
Quattro Elementi 770-414
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды отличаются мощным и стабильным горением сварочной дуги благодаря использованию вольфрамового стержня. Применение их при обработке металла, покрытого окалиной или ржавчиной, препятствует образованию пор и микротрещин в швах.
Диаметр элемента — 2 мм, температура обработки — 170-190°C. Качественное покрытие и тугоплавкий стержень гарантируют минимальную потерю металла при работе и устойчивость к низкому сварочному току.
Достоинства:
- прочный шов;
- гладкость соединения;
- стабильное горение дуги;
- легкий поджиг.
Недостатки:
быстрый расход.
Quattro Elementi 770-414 предназначены для обработки тонколистового металла. Хороший выбор для бытовой сварки или кузовного ремонта.
СВЭЛ МР-3C
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Эти стержни отличаются эффективностью сварки на короткой и средней сварочной дуге. Они рекомендуются для использования в интенсивном режиме благодаря стабильности горения и работе как с постоянным, так и с переменным током.
Диаметр стержня составляет 3 мм, что позволяет варить с его помощью металлы толщиной около 4 миллиметров. Обработка поверхности осуществляется практически в любом пространственном положении.
Достоинства:
- глубокое проплавление;
- работа в любом положении;
- низкая цена;
- экономичный расход.
Недостатки:
разбрызгивание шлака.
СВЭЛ МР-3C стоит приобрести для сварки в труднодоступных местах или неудобном положении. Электроды используются при обработке ответственных конструкций, внутренних сторон цистерн или широких труб.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Электроды для бытовой сварки
С появлением лёгких и мобильных сварочных инверторов, электросварка пошла в массы и стала легкодоступной для бытового использования. Для сварки в домашних условиях наибольшее предпочтение отдаётся электродам АНО, которые хорошо ладят практически с любыми видами сварочных инверторов.

Также для бытовой сварки неплохо себя зарекомендовали электроды МР-3. Данная марка электродов отличается своей универсальностью и простотой в использовании. Варить электродами МР-3 можно даже плохо очищенный от ржавчины металл.
А вот электроды УОНИ — достаточно «капризные» и к работе с ними нужно привыкнуть. Сварка данными электродами лучше всего даётся опытным сварщикам, ну а качество полученного шва, как всегда на высоте.
Сварочные электроды с основным покрытием
УОНИ 13/55
Начнем с модели 13/55 от компании УОНИ. Эти электроды используются для сварки с постоянным током. Мы рекомендуем их для сварки сложных металлических конструкций с повышенными требованиями к качеству сварных швов. Отличительная особенность данной модели — обмазка, выделяющая углекислый газ при горении. Благодаря этому сварочная зона всегда защищена от негативного воздействия атмосферы. Такие электроды стоит недорого, но продаются большими упаковками по 3 кг. Они есть практически в любом специализированном магазине.

Но у такой обмазки есть и отрицательная сторона. Начинающим сварщикам часто довольно трудно зажечь этот электрод, особенно повторно. Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Kobelco LB-52U
Это японские электроды высочайшего качества и высочайшей цены Стоимость за один килограмм существенно выше, чем у остальных электродов, представленных в нашей статье. К тому же, электроды продаются в больших упаковках по 5 килограмм, что в конечном итоге обходится еще дороже.
Такая высокая цена обуславливается превосходным качеством как самих электродов, так и получаемых сварных швов. Они идеально подойдут для сварки низколегированных сталей, и часто используются для качественной сварки магистральных систем трубопровода. Швы получаются надежными и долговечными, производитель гарантирует высокие показатели прочности (до 600 Ньютон на квадратный миллиметр).

У всех электродов с основным покрытием есть недостаток: их использование может быть затруднительно, если электроды некоторое время лежали на открытом воздухе. Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
ОЗЛ-8
Эти электроды для ручной дуговой сварки изготавливаются в России и являются отличным выбором, если вы ищете недорогие и относительно качественные стержни. Мы рекомендуем использовать их для сварки деталей с высоким содержанием никеля. Стержни ОЗЛ-8 можно использовать при сварке высоконагруженных узлов и особо прочных конструкций.

Основной недостаток — необходимость использовать только постоянный ток. При этом дуга должна быть максимально короткой. Только в этом случае сварные соединения будут прочными и устойчивыми к коррозии.
Также после сварки образуется шлак, новичку будет сложно удалить его быстро, но с опытом эта процедура будет занимать у вас не больше минуты. Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Выбор электродов по толщине материалов
Технологические назначения по диаметру электродов зависят от толщины деталей, которые требуется соединить сваркой. Теоретически прогрев места, где происходит соединение, зависит от силы тока и диаметра стрежня. Для небольших размеров детали не требуется применение рабочих крупных элементов. При выполнении работ с массивными деталями теплота, образующаяся в результате горения дуги, распределяется по всей массе. Чем толще область, тем больший тепловой поток может переместиться на периферию.
Для маломерных изделий работа с перегревом вызывает прожигание металла. Избытки теплоты не могут распределиться в разные стороны. Возникает брак. Прожженные детали теряют прочность и товарный вид.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2 |
1,2;
1,5; 1,8; 2,0 |
2,0;
2,5; 3,0 |
3,0…4,0 | 4,0…5,0 | 5,0…6,0 |
Чтобы происходило образование дуги, необходимо подавать определенное количество тока. Только тогда происходит местный разогрев, а затем и перенос металла в зоне разогрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемой на дугу. Поэтому сварщики подбирают силу тока, ориентируясь на размеры электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Сила тока, А | 8…16 | 12…20 | 18…36 | 20…40 | 24…45 | 38…65 | 58…85 | 65…120 | 95…165 | 140…205 | 195…320 |
Следует заметить, что все указанные рекомендации соответствуют для обычных трансформаторов. Когда же речь заходит об инверторах, то тут можно увидеть иные показатели.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2,0; 2,5; 3,0 |
2,0;
2,5; 3,0; 4,0; 5,0 |
3,0;
4,0; 5,0 |
3,0;
4,0; 5,0; 6,0 |
5,0;
6,0 |
Внимание! Можно выполнять сварку более толстым электродом. Стабильная дуга зажигается в течение 0,1…0,2 с
За это время происходит прогрев свариваемых деталей, определенное количество металла переходит с электрода на детали, которые следует соединить между собой.
Опытные сварщики удерживают дугу в режиме разогрева и затухания. Поэтому тонкие детали могут варить электродами, диаметр которых превосходит традиционные рекомендации.
Сила тока подбирается в тех же значениях, что и раньше. Понижать их не следует, электрод будет «прилипать» к металлу. Специалисты обычно выставляют ток по верхнему пределу. Они умеют управлять дугой. Находясь рядом с ними, можно услышать, как идет сварка. Звук напоминает трель, издаваемую дятлом. Так и тут, прерывистый режим помогает избежать прожига тонких заготовок.
Новичку следует тренироваться удерживать электрод на расстоянии 8…12 мм от места сварки. Задача усложняется еще и тем, что длина стержня по мере работы уменьшается.
Выбор маски для сварки
Рассуждая о современном процессе, нельзя не коснуться защитной маски. Еще недавно большинство пользовались масками, в которых устанавливалось затемненное стекло. Руки сварщика оказывались в нужном месте до зажигания дуги. Только определенный опыт помогал точно ориентировать положение сварного стержня и деталей.
Появление масок «хамелеонов» полностью изменило подход к процессу. Теперь до момента воспламенения дуги можно наблюдать, где стык, которые требуется заварить. Нетрудно точно поместить кончик электрода в нужное место, чиркнуть по поверхности и зажечь искру. В момент увеличения интенсивности свечения, стекло автоматически затемняется. Глаза сварщика защищены от ожога.
На современных масках можно отрегулировать длительность «слепого» состояния, промежуток времени, когда стекло остается темным, а процесс сварки завершен. Специальными регуляторами добиваются оптимального режима.
В масках «Хамелеонах» используется аккумулятор. Он заряжается от солнечного света. Дополнительный заряд происходит во время выполнения сварочных работ. Желательно перед началом использования маски дать ей возможность полежать под солнце не менее 10…15 минут. Тогда аккумулятор подзарядится, работа будет безопаснее.
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр
Последний не должен быть больше необходимого — это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм — электроды 2,5 мм.
- Для толщины 4-5 мм — диаметр 3,2-4 мм.
- Для деталей 6-12 мм — стержни 4-5 мм.
- Для толщины 13 мм — диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У — используется для сваривания углеродистых слаболегированных сталей.
- М — для легированного материала.
- Т — для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н — для сварки металла в области верхних слоев.
- Б — подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц — целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала — в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.
Какие электроды лучше для инвертора
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены
Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники
Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Как выбрать электроды для сварки меди
 Подготовительный и сварочный процесс по меди включает несколько важных моментов:
Подготовительный и сварочный процесс по меди включает несколько важных моментов:
- изделие нужно очистить;
- при толщине стенок от 6 до 18 мм. необходима разделка кромок;
- сварочная ванна во время работы должна быть защищена от взаимодействия с кислородом. Для этого рекомендуется использовать электродную проволоку, легированную алюминием или фосфором. Если не принять соответствующие меры, произойдет окисление меди;
- высокий коэффициент расширения может привести к образованию горячих трещин;
- из-за большой теплопроводности меди сварку следует проводить источником повышенной мощности и с большой концентрацией тепла в зоне шва;
-
воздействие температур 240-450°C приводит к тому, показатели пластичности меди достигают своего минимума;
большая жидкотекучесть металла.
Для сварки меди и ее сплавов следует применять специальные электроды:
Комсомолец-100 (на картинке) – одна из наиболее популярных марок, выпускается многими производителями.
ОЗБ-2М используются для выполнения широкого спектра работ: наплавка, сварка, исправление дефектов.
Иностранные электроды какой марки следует применять для меди и ее сплавов:
Соединение, сваренное электродами ОК 94.35, характеризуется высокой прочностью и коррозионной стойкостью, не боится воздействия морской воды.
ZELLER 390 используется для создания соединения, которое должно отвечать следующим требованиям: высокая стойкость к коррозии, тепло- и электропроводности.