Учимся сваривать металл: от азов сварочных работ до обучения технике сварки
Содержание:
- Технология сварочных работ
- Принцип работы инвертора и его подключение
- Что такое сварочный инвертор
- Правила подготовки к работе
- Как выбирать аппарат для электросварки
- Конструкция инвертора для сварки
- Подготовительные работы перед инверторной сваркой
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Советы начинающему сварщику
- О категориях и ценах
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
-
Сварка неплавящимся электродом.
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
-
Сварка под флюсом.
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
-
Полуавтоматическая дуговая сварка.
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
-
Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
-
Выпрямители.
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
-
Инверторы.
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Что такое сварочный инвертор
Уже с момента появления в продаже инверторных аппаратов сварщики, в том числе и начинающие получили возможность существенно упростить сварочный процесс.
Сварка металла инвертором — это прогрессивный скачок в электросварке. Если представить выпускавшиеся раньше тяжеловесные сварочные трансформаторы и неподъемные выпрямители, то вес и габариты инвертора существенно меньше. Это не только делает аппарат удобным в применении, но еще в разы повышает производительность работ.
В настоящее время сварочный инвертор считается самым современным и уверенно вытесняет на вторые позиции традиционные выпрямители, генераторы и трансформаторы. Если даже ранее вы никогда не работали с подобным оборудованием, достаточно пройти уроки по сварке инвертором для начинающих и без особых затруднений овладеть технологией сваривания.
Конструктивные особенности
Существуют разные модели инверторов, представленные разными производителями. Вне зависимости от марки аппарата, конструкция любого состоит из:
- блока питания, оснащенного фильтром и выпрямительным устройством;
- инверторного блока, который постоянный ток преобразовывает в переменный высокочастотный;
- трансформатора, понижающего напряжение тока;
- силового выпрямителя, отвечающего за получение на выходе из аппарата постоянного тока;
- электронного блока, обеспечивающего управление агрегатом.
Реализованные в конструкции оборудования инновационные решения позволяют создавать качественные соединительные швы с отменными прочностными показателями. Небольшой вес (5-15 кг) и компактность позволяют с легкостью перемещать аппараты из одного места в другое.
При покупке оборудования в комплекте всегда присутствует инструкция, по которой несложно научиться как правильно варить сварочным инвертором, как подключать агрегат, какие электроды использовать в зависимости от типа свариваемого металла и другие нюансы.
Правила подготовки к работе
Что такое инвертор сварочный и как он работает, мы уже почти поняли. Теперь можно приступать к его использованию в деле, но для начала требуется подготовиться к сварочному процессу. Для этого необходимо выполнить следующие рекомендации:
- Защита. Она включает все важные средства, которые должны применяться в целях безопасности. На руки необходимо одевать перчатки из плотной ткани, они смогут защитить кожный покров от искр. Для лица применяются очки и маска. Для всего тела подойдет роба из материала, который способен стойко выдерживать горение.
- Подготовка рабочего места. Варить стоит на прочном столе из железа, он не должен быть покрыт лаками и красками. Сварщик при сварке должен стоять на подложке из дерева.
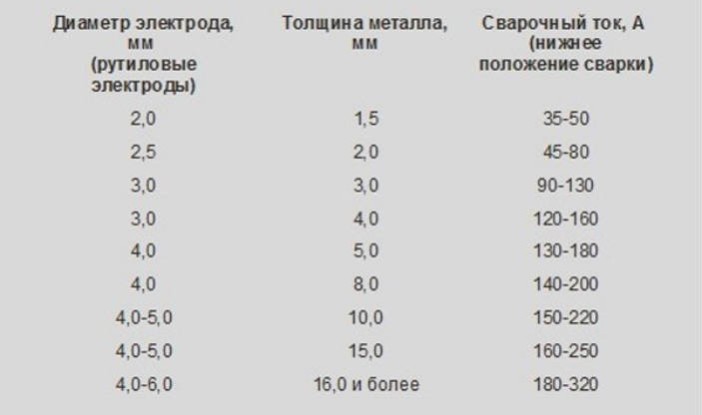
- Подготовка необходимых расходных материалов, а именно электродов. Они должны подбираться в зависимости от толщины и типа металла.
- Очистка металла от загрязнений и разных покрытий.
Как выбирать аппарат для электросварки
Если с типом сварочного аппарата (трансформатор, выпрямитель, инвертор, автомат или генератор) вы определились, необходимо выбирать модель. Есть несколько ключевых параметров, которые облегчат этот процесс:
- Питающее напряжение: 220 В или 380 В. Для быта обычно берут сварочники, работающие от 220 В. Все типы сварочных аппаратов кроме инверторов достаточно требовательны к его характеристикам. Это только инверторы без проблем могут работать в диапазоне 180-250 В. У остальных при повышении срабатывает защита (они отключаются), а при понижении сильно падают параметры. Трехфазные аппараты на 380 В, как правило более мощные и надежные, но и стоят дороже (минимально — порядка 20-30 тыс. рублей). Их чаще приобретают для производства, на крупные СТО. Для сварки «для себя» своими руками мощность этих агрегатов избыточна.
-
Выходной ток. Если вы выбираете сварочный аппарат для дома и дачи, использовать его будете периодически, для большинства работ достаточно тока 160-180 Ампер (инверторами на этом токе можно работать электродами 3-4 мм без проблем). Если предполагаете варить толстый металл, больше чем 190-250 Ампер вам ни к чему. Промышленные модели могут выдавать до 500 А.
- Напряжение холостого хода. Измеряется на аппарате без нагрузки. Может быть от 45 В до 80-95 В. От этого параметра зависит легкость розжига дуги. Чем выше напряжение холостого хода, тем проще начинать сварку. Также повышенные характеристики гарантируют более стабильную дугу, что облегчает сварку. Этот параметр учитывают при выборе типа электродов: одним для розжига достаточно небольшого напряжения (риутиловое покрытие), другим — нужны повышенные значения (основное покрытие).
| Толщина металла, мм | Диаметр электродов, мм |
|---|---|
| 1,2 — 2,0 мм | 1,5 мм |
| 1,5 — 3,0 мм | 2,0 мм |
| 1,5 — 5,0 мм | 2,5 мм |
| 2,0 — 12,0 мм | 3,0 мм |
| 4,0 — 20, мм | 4,0 мм |
| 10 — 40 мм | 5,0 мм |
Максимальный диаметр электродов, с которыми может работать агрегат. Этот показатель, кроме подбора электродов, влияет также на толщину металла, с которой аппарат может работать.
Несколько общих советов по выбору аппарата для сварки. Чтобы решить, какой сварочный аппарат лучше для дома, отталкивайтесь от тех задач, которые вам нужно будет решать. Для сварки черного металла достаточно трансформатора. Если нужно будет варить конструкционную или низколегированную сталь — нужен инвертор. Для сварки тонких или цветных металлов — полуавтомат.
При работе со сварочным аппаратом вам обязательно нужна сварочная маска и лучше — хамелеон, а также рабочие перчатки или краги сварщика
Часто решающим фактором оказываются габариты. Если вам необходим переносной, портативный и компактный сварочный аппарат — это инвертор, питающийся от сети 220 В. Он имеет совсем небольшие размеры и вес. Его легко переносить даже просто на плече, повесив на ремень. При этом он работает с большим спектром материалов, дает возможность получить хороший шов.
Если электропитание у вас далеко от идеала, то вам тоже подойдет инверторный сварочник: они не боятся перепадов напряжения и раотают даже при понижении до 180 В. Некоторые модели, разработанные специально для пониженного напряжения, работают вообще при 160 В.
Эти же аппараты рекомендуют и начинающим сварщикам: у некоторых из них есть несколько полезных функций, которые значительно облегчают работу новичку в сварке:
- Режим Hot Start — «горячий старт» — облегчает розжиг дуги. В момент начала сварки выдается дополнительный импульс тока, облегчающий розжиг;
- Anti-Stick — «против залипания». В начале работ новичку тяжело правильно подобрать параметры сварки. В результате электрод «прилипает» к детали. При работе с трансформаторами и выпрямителями оторвать его потом непросто. В инверторах автоматически понижается ток, и электрод можно оторвать без особых проблем.
- Arc Force — повышенная мощность. При быстром приближении электрода повышается сила тока, предупреждая залипание электрода.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Подготовительные работы перед инверторной сваркой
Подготовьте помещение или место проведения сварочных работ. Оно не должно быть завалено посторонними предметами, препятствующими свободному движению начинающего сварщика. Около места выполнения сварки с помощью инвертора не должно быть присутствия легковоспламеняющихся предметов, а также взрывоопасных и огнеопасных веществ.
В целях безопасности не рекомендуется выполнять любые сварочные работы в период заморозков, в дождливую погоду (если не предусмотрен навес или закрытое помещение). Следует избегать использования инверторного аппарата в пыльных помещениях, не выполнять сварку инвертором возле металлической стружки. Для увеличения срока эксплуатации и работоспособности аппарата для сварки следует на всем сроке регулярно проводить очистку внутренних деталей инвертора пылесосом.
До подключения инверторного аппарата в электросеть необходимо заранее уточнить характеристики и свойства сети. Подобные действия позволят избежать возникновения короткого замыкания или перегрева проводки. Большинство современных инверторных устройств для сварки работают от бытовой сети 220 В, однако есть модели, которым необходима сети от 380 В
Изучите внимательно инструкцию по эксплуатации.
Выбор электродов определяется типом металла (сталь, латунь и т.д.) и его толщиной, а также диаметром стержня и характеристиками самого инверторного устройства.
Обращайте свое внимание на выбор проводов, соединяющихся с основным проводом при помощи зажимов. Их стоит подбирать, ориентируясь на толщину выбранного электрода и силы тока
Не забудьте приобрести щетку со стальными щетинами для зачистки поверхности под сварку и небольшой молоток для выравнивания уже готовых сварочных швов.
Подготовьте все необходимую экипировку для безопасной работы в процессе сварки: сварочную маску со светофильтром, одежду из плотной ткани, обувь на резиновой подошве и холщовые перчатки. Обратите внимание, чтобы на маске не было царапин на защитном стекле или загрязнений светофильтра. Это может привести к нарушению техники безопасности и как следствие причинению вреда здоровью человека во время сварки.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
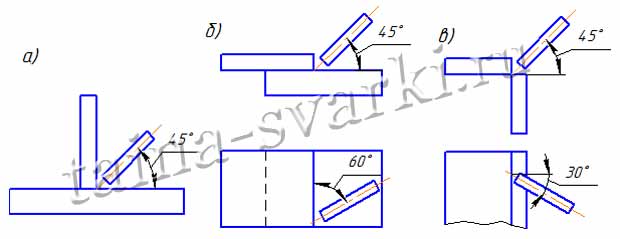
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.