Коническая трубная резьба
Содержание:
- История
- Способы нарезки дюймовой резьбы
- Виды по назначению
- Таблица размеров
- Классы точности и правила маркировки
- Схема и технические характеристики
- Способы нарезки конической трубной резьбы
- Ходовые резьбы
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
- Как нарезать правильно
- Геометрические параметры
История
Схема «резьбового» сустава у жука тригоноптеруса Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Способы нарезки дюймовой резьбы
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом:
- Труба фиксируется в тисках, метчик вставляется в вороток, а плашка – в плашкодержатель.
- Далее, плашку надевают на трубу, а метчик вставляют в трубу. После чего, вращая рукояти воротка или плашкодержателя, ввинчивают или навинчивают метчик или плашку на трубу.
- В случае необходимости операцию повторяют несколько раз, постепенно прорезая тело трубы на глубину, равную высоте профиля резьбы.
Разумеется, нарезание наружной и внутренней резьбы происходит не одновременно, а последовательно. Впрочем, чаще всего, пользователя интересуют детали с односторонней резьбовой поверхностью – либо внутренней, либо внешней.
Механический способ нарезки резьбы выгладит проще:
- Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец.
- Станок включают, в трубе (или на трубу) делают фаску.
- После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.
Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Отдельно также производятся и применяются метчики дюймовые и метрические.
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
| Размер резьбы, дюйм | Внешний диаметр, мм. | Средний диаметр, мм. | Внутренний диаметр, мм. | Число ниток на 1 дюйм | Шаг, мм. | Высота профиля, мм. |
| 3/16 | 4,67 | 4,14 | 3,11 | 24 | 1,25 | 0,78 |
| 1/4 | 6,24 | 5,43 | 4,84 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,51 | 16 | 1,64 | 1,23 |
| 7/16 | 11,53 | 10,21 | 8,84 | 14 | 1,95 | 1,34 |
| 1/2 | 12,36 | 11,16 | 10,49 | 12 | 2,24 | 1,46 |
| 9/16 | 14,45 | 13,57 | 11,636 | 11 | 2,24 | 1,46 |
| 5/8 | 15,54 | 14,72 | 13,31 | 10 | 2,43 | 1,53 |
| 3/4 | 19,26 | 17,43 | 15,83 | 9 | 2,61 | 1,75 |
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Схема и технические характеристики
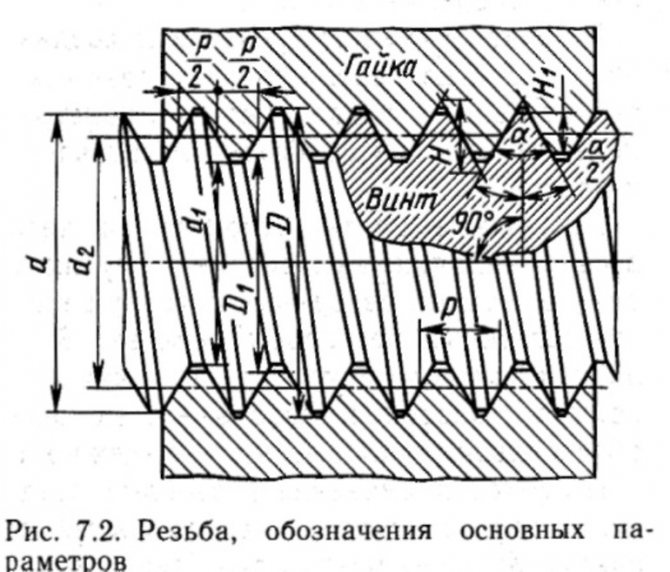
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных .
Способы нарезки конической трубной резьбы
Для используются специальные инструменты известные как круглые плашки, которые соответствуют требованиям ГОСТа 6228. Плашки различаются по размерам диаметра резьбы, которого они способны нарезать. Плашка представляет собой закаленную гайку с центральным отверстием которое и осуществляет нарезание, а также боковые отверстия, которые позволяют освобождать трубу от образующейся металлической стружки.
На боковых поверхностях плашек расположены отверстия для вкручивания ручек, либо укрепляются клуппы, которые позволяют работать с меньшими усилиями, но с большей продуктивностью. При использовании плашки наружная резьба всегда нарезается за один проход. Использовать этот инструмент возможно как ручным, так и машинным способом который применяется при огромных объемах работ.
Оборудование для нарезки
Существуют также специальные аппараты для нарезки, например, резьбонарезные станки. Эти станки могут нарезать как конусную так и цилиндрическую резьбу на трубах. Резьбонарезные станки имеют мощный двигатель, специальный тормоз для более безопасной работы, прочные подшипники которые увеличивают качество и точность работы, а также долговечность машины. Подобный станок позволяет нарезать обычную резьбу за 16 секунд, такая работоспособность часто требуется при строительстве крупных зданий, во время укладки трубопроводов.
Для нарезания внутренней конической трубной резьбы, используют такой инструмент как метчик. Он представляет собой закаленный винт имеющий на своей поверхности продольные борозды по которым отходит наружу образовавшаяся в процессе нарезки металлическая стружка. Метчик имеет рабочую и хвостовую части. Хвостовая часть вставляется в вороток метчикодержателя являющегося ручкой на который оказывается физическое воздействие для вращения во время нарезания резьбы. Рабочая же часть метчика в свою очередь вставляется в трубу и проворачивается, осуществляя нарезку.
Для нарезания внутренней конической резьбы также существуют станки, в которой метчик вращается с помощью мотора. Такой аппарат используется, например, при прокладке больших участков трубопроводов. В домашних условиях обычно бывает достаточно ручного метчика.
Применение труб с конической резьбой
Применяется для резьбовых соединений водяных, топливных, воздушных и масляных трубопроводов станков и машин. В некоторых случаях возможно использование специальных переходников которые имеют с одной стороны коническую, а с другой цилиндрическую резьбы, таким образом значительно расширяя возможности для монтажа.
Таким образом такой метод является очень важным и распространенным инженерным решением используемым для соединения труб.
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Геометрические параметры
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
- Номинальный диаметр. Маркировка в этом случае происходит с помощью букв D и d. Расшифровка первого варианта подразумевает наружную резьбу, а второго — внутреннюю.
- Среднее сечение. Для него применяются обозначения D2 и d2.
- Внутренний диаметр в зависимости от расположения (внутреннего или наружного) имеет маркировку D1 и d1.
- Внутреннее сечение болта. Используется при расчётах напряжений, которые возникают в структуре металла.
- Шаг резьбы. Это расстояние между одинаковыми точками на соседних витках. Существуют стандартные для сечения изделия и уменьшенные параметры. Во втором случае для обозначения используется буква P.
- Высота треугольника. Этот параметр формирует профиль и имеет маркировку H.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
Типы конструкций и их обозначения:

- Метрическая — M.
- Цилиндрическая — MJ.
- Метрическая коническая — MK.
- Трапецеидальная — Tr.
- Круглая — Kp.
- Трубная цилиндрическая — G.
- Упорная — S.
- Дюймовая цилиндрическая — UTS.
- Трубная коническая — R.
- Упорная усиленная — S45.
- Дюймовая — BSW.
- Эдисона круглая — E.
- Дюймовая коническая — NPT.