Гост 25229-82. основные нормы взаимозаменяемости. резьба метрическая коническая
Содержание:
- Сфера применения резьбовых соединений
- Особенности цилиндрической резьбы
- Измерение внутреннего диаметра резьбы
- Резьба метрическая. Профиль.
- Основные характеристики дюймовой резьбы
- Основные виды и их отличия
- Диаметры резьбы
- Государственные стандарты
- Технология нарезки резьбового конусного соединения
- Назначение резьбы и ее элементы
- Способы изготовления
- Нарезание прямоугольной резьбы
- Крепежные резьбы
- Особенности
- Поля допусков
- Изготовление резьбы
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
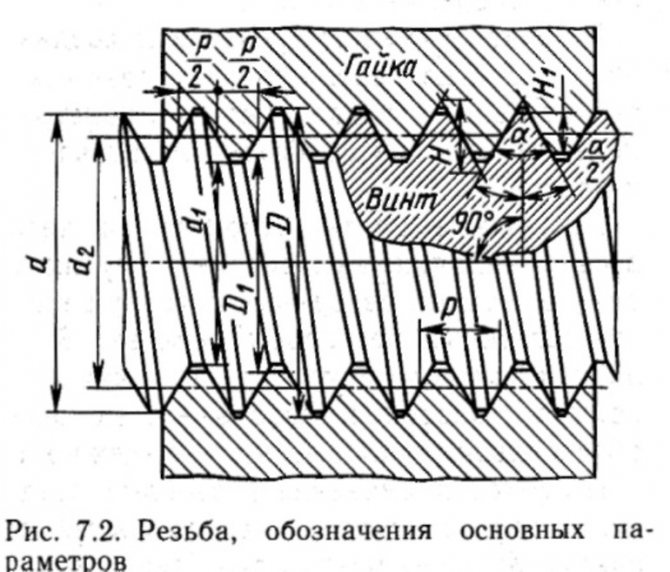
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.

d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.

Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.
В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
Витки должны быть рассчитаны на большое усилие
Для этого уменьшается шаг или увеличивается высота профиля.
Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.
Крепежные и ходовые резьбы
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Рейтинг: /5 —
голосов
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов