Гост 28487-90 резьба коническая замковая для элементов бурильных колонн. профиль. размеры. допуски (с изменением n 1)
Содержание:
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Соответствие двух систем обозначений
В водяных и газовых системах широко используют трубы из стали. Их габариты показывают целыми величинами или их долями. Например, диаметр трубного изделия размером в 1 дюйм в мм будет равняться 33,5, а диаметр трубного изделия в 2 дюйма в мм отвечает 67.
Это конечно не соответствует заявленным 25,4 и 50 мм. При прокладке арматуры с дюймовыми обозначениями к изделиям в 1 и 2 inch сложностей не возникает, но замена на пластиковые и медные изделия требует учета несоответствия в обозначениях.
Зачем все так усложняют? Дело в том, что для образования потока жидкости важно учесть внутренний размер. По этим причинам стали указывать именно этот показатель 1дюймовых, 2дюймовых и всех остальных трубопрокатных материалов
Самыми точными считают показатели в величинах условного прохода.
Условный проход 1дюймового, 2дюймового и остального трубного сортамента равняется габаритам просвета. Для обозначения метрического размера 1 дюймового, 2 дюймового и любого другого трубопровода, рекомендуют использовать таблицы.
Точные определения – формула для расчета
Эти знания нужны, чтобы вычислить количество транспортируемой среды
Это очень важно для отопительных систем. Например, когда необходимо проложить систему обогрева, нужно определить и рассчитать размер сортамента в сечении, чтобы все жилье прогревалось равномерно
Как точно определить сечение каждой трубы в таких величинах, как дюймы может подсказать формула: D = sqrt ((314∙Q)/ (V∙DT)).
В ней:
- D – внутренний объем трубопроката;
- Q — это поток тепла, который определяют в кВт;
- V обозначает быстроту носителя тепла, ее определяют в м/с;
- DT – это различие температурных показателей, на входе и выходе сети;
- sqrt – квадратный корень.
Что такое дюймовый объем
Расшифровка диаметра труб, предоставленного в дюймах простая. Их часто измеряют в этих величинах. Такая одна единица равняется 3,35 см. Уже указывалось, расшифровка этой величины имеет расхождения, и связано это с тем, что сортамент меряют не по внешнему объему, а по внутреннему. Так, например, внутренний габарит дюймовой трубной заготовки может быть разным: от 2,55 до 2,71 см. Эта величина меняется в зависимости от толщины стенки.
Труба с размером в 1 inch имеет наружный диаметр в 25,4 мм, труба, имеющая 2 inch, в метрическом измерении равняется 50 миллиметрам. Откуда же в технических параметрах трубной цилиндрической резьбы берут цифры 33,249 и 66,498?
Эта резьбы на 1 и 2 дюймовых изделиях выполняется на внешнем объеме. Поэтому, соотношение диаметра резьбы к внутреннему объему является условным. Исходя из этого, габариты 1 и 2 дюймового трубопроката исчисляют путем сложения величины 25, 4 или 50 с двумя толщинами стенок трубного изделия.
Так же выполняя расшифровку, нельзя забывать о том, что стандарты у разных фирм – производителей разные, все они ориентируются на свои собственные показатели.
Если своими силами такую расшифровку выполнить трудно, то следует обратиться за помощью к профессионалам. Они окажут эффективную помощь при выборе нужных изделий.
Соответствие метрических и дюймовых параметров
Все трубные изделия изготовляют по определенному стандарту, и показатель давления является фиксированной величиной. Поэтому нужно точно знать соответствие Ø всех труб, показанных в дюймах и мм. Игнорируя это соответствие, нельзя правильно выбрать трубопрокатный сортамент.
Как применяется такое соответствие в быту, можно узнать в предоставленной ниже таблице:
| Величина метрическая | Величина в дюймах |
| 15 | ½ |
| 20 | ¾ |
| 25 | 1 |
| 50 | 2 |
| 80 | 3 |
| 100 | 4 |
| 150 | 6 |
Применяя эти сведения, можно точно определить соответствие двух видов измерений габаритов, и взять для работы детали, точно соответствующие друг другу.
Дюймовое выражение размера
Если рассмотреть эти размеры на конкретных примерах соответствий Ду, то они будут выглядеть следующим образом:
- Диаметр стандартной трубы на 12 inch равен 300.
- Диаметр трубного изделия 3 inch – это 80.
- 8 дюймовый диаметр стандартного трубопроката приравнивается к 200.
- Диаметр стандартного трубопроката, на 32, при переводе в дюймы показывают как 1 ¼
- Диаметр трубопроката 40 мм в inch прописывают 1 ½
- Ø стандартной трубы на 15 в дюймах выражен числом ½
- Ø стандартного изделия на 4 дюйма в переводе на метрический равняется 100.
- Ø трубопроката на 3/ 4 дюйма в метрическом переводе равняется 20.
- Ø стандартного трубопроката на 1/2 дюйма в метрическом переводе показывает число 15.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
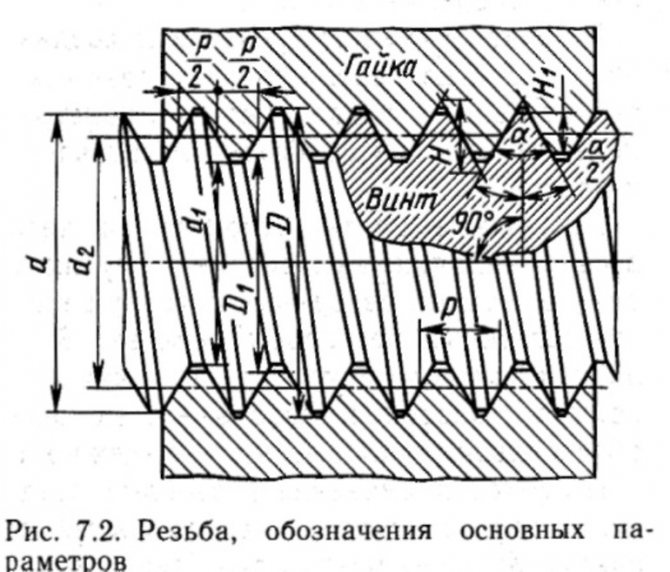
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Трапецеидальная резьба
При создании систем управления нужно иметь резьбы с минимальным трением. При разработке роботов и аналогичной техники требуется заставить устройство быстро и очно перемещать исполнительный механизм. В этих случаях использую трапецеидальные резьбы. Гайка довольно легко скользит по стержню в любую сторону. В нужном положении она надежно фиксируется.
Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
| Номинальный диаметр резьбы d, мм | Шаг P | ||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 8 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | |
| 9 | 2,00 | 1,50 | |||||
| 10 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 11 | 3,00 | 2,00 | |||||
| 12 | 3,00 | 2,00 | 1,50 | ||||
| 14 | 3,00 | 2,00 | |||||
| 16 | 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | ||
| 18 | 4,00 | 2,00 | |||||
| 20 | 4,00 | 2,00 | 1,50 | 1,00 | |||
| 22 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 24 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 26 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 28 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 30 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 32 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 34 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 36 | 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | |
| 38 | 10,00 | 7,00 | 6,00 | 3,00 | |||
| 40 | 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 42 | 10,00 | 7,00 | 6,00 | 3,00 |
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.

Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
- измерить резьбовым калибром;
- сравнить, сопоставив резьбу разных деталей между собой;
- попробовать ввинтить наружную резьбу во внутреннюю, при этом не должно наблюдаться сопротивление;
- измерить штангенциркулем ход в миллиметрах и разделить полученное значение на количество заходов.
Метчик UNF/UNC
Дюймовая резьба UNF/UNC – это американский стандарт, широко используемый не только в США и Канаде, но и в других странах мира.
В России она менее популярна, чем метрическая, тем не менее, с ней часто приходится сталкиваться при ремонте импортируемых машин и оборудования.
Соответственно востребован и резьбонарезной инструмент, в том числе метчики UNF/UNC для глухих и сквозных отверстий.
Особенности резьбы
Дюймовая резьба UNF/UNC является правосторонней и имеет угол при вершине 60°. UNC – это резьба с крупным шагом, UNF – с мелким. Основные параметры резьбы:
- d (D) – наружный диаметр;
- dp (Dp) – средний диаметр резьбы;
- di (Di) – внутренний диаметр;
- n – шаг или количество ниток на дюйм.
Диаметры и другие параметры резьб представлены в размещенных ниже таблицах.
Крупная резьба UNC
Мелкая резьба UNF
Одним из основных отличий от метрической является определение шага резьбы. В UNF/UNC. как и в других дюймовых стандартах, шаг равен количеству витков на один дюйм, а не расстоянию между витками как в метрической.
Стандарт предусматривает две формы резьбы – с плоской впадиной (UN) и радиусной впадиной (UNR), и три класса точности -1А, 2А, 3А, 1В, 2В, 3В. Метчики выпускаются под классы точности 1В, 2В, 3В которые относятся к внутренним резьбам.
Класс 1В является наиболее грубым и применяется для быстрой сборки даже с частично нарушенными витками. Класс 2В – это резьба общего назначения, 3В – наиболее жесткий стандарт с минимальным зазором в соединении.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов.
Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава.
Для ручного использования или установки в патрон имеется соответствующий хвостовик.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
Действующий стандарт
Резьбы UNC, UNF, UN, UNEF, UNS регулирует американский стандарт ANSI/ASME B 1.1 Угол профиля составляет 60° Для других типов дюймовых резьб действуют стандарты DIN ISO 228, BS 84, ANSI B.1.20.1 и DIN 40 430.
Размеры дюймовой резьбы
Дюймовая резьба обычно обозначается при помощи цифры, над которой установлены два или больше штриха. Такое обозначение даёт специалистам возможность быстро ориентироваться в размерах, например, при составлении технических чертежей деталей, при выполнении заказа для токарей и так далее. Если требуется при изготовлении детали на токарном станке с резьбой в три дюйма, то просто ставится 3″.
Для прочного соединения металлических и других деталей, узлов между собой различного диаметра, применяются и различные дюймовые размеры. При работе с трубами нарезается резьба дюймовая размеры которой определяются условным диаметром просвета. Естественно, наружная резьба трубы будет по размерам больше.
Для классификации размеров разработаны и тиражированы специальные таблицы, применение которых облегчает поиск нужного дюймового размера резьбы при работе с любыми видами цилиндрических и конусных предметов.
Это находит применение при изготовлении фитингов, заглушек и так далее. возьмём конкретный пример. Если взять размер дюймовой резьбы с профильным углом в 55 ° при вершине, то высота профиля теоретически будет высчитываться, по формуле Н=0,960491Р.
Резьбу нарезают на трубах, до 6″. Больше нельзя. Разрешается по ГОСТ далее только сваривать трубы.
Для каждого винтового изделия рассчитывают и применяют размер дюймовой резьбы. Это диктует технология изготовления систем и конструктивных узлов, где необходимы повышенные требования к резьбовому крепежу.
Для этого нужно точно определить глубину нарезки резьбы с учётом толщины материала, а также количество витков, которое могло бы обеспечить прочное соединение деталей и узлов.
Компания имеет возможность сформировать по конкретным заявкам оптовые заказы на изготовление метизов с различной дюймовой резьбой. Для этого необходимо в лучший для заказчика срок оформить заявку и зарегистрировать её в головном офисе предприятия или переслать по интернету. Качественное выполнение заказа гарантировано.
| Диаметр наружный, мм | Шаг резьбы | Резьба | Диаметр внутренний, мм |
| Дюймовая G, R | Метрическая | Дюймовая ORFS,UNF, JIC | ДюймоваяNPTF, NPSM |
| 9,3-9,7 | 28 ниток | 1/8″ | 8,5-8,9 |
| 9,3-9,7 | 29 ниток | 1/8″ | 8,5-8,9 |
| 9,7-9,9 | х 1,5 | M 10×1,5 | 8,2-8,6 |
| 10,9-11,1 | 20 ниток | 7/16″-20 | 9,7-10,0 |
| 11,6-11,9 | х 1,5 | M 12×1,5 | 10,2-10,6 |
| 12,4-12,7 | 20 ниток |
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства резьбовых соединений труб различного назначения.
Резьба характеризуется такими показателями как:
- Единиц измерения диаметра
- Расположение
- Профиль резьбообразующей поверхности
- Направление
- Число заходов резьбы
Трубная резьба представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.