Особенности ручной дуговой сварки покрытыми электродами
Содержание:
- Термический класс сварки
- Сварочный трансформатор
- Технология сварочного производства и виды сварки
- Как же определить, какой дугой вы варите, как ее контролировать? (Теория)
- Основные правила подготовки труб для сварки
- Сварка неповоротных стыков труб
- Дополнительные аксессуары
- Виды дуговой сварки
- Особенности сварки покрытыми электродами
- Сварка на короткой дуге или методом опирания (что это значит на практике)
- Наплавка алюминия
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих
для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Как же определить, какой дугой вы варите, как ее контролировать? (Теория)
Длина сварочной дуги – это промежуток между электродом и изделием, в котором образуется непрерывное перетекание высоковольтного электрического заряда. Существует правило, согласно которому длина дуги (Lдуги ) зависит от диаметра электрода (обозначим его буквой d) и может быть выбрана в диапазоне 0,5d … 1,2d.
Например, если сварщик возьмет электрод O2,5 мм, тогда по этому правилу можно варить дугой, сгорающей на промежутке 1,25 … 3 мм. Да-да, для получения правильного шва электрод необходимо держать практически впритык к детали! Это потребует определенной сноровки, особенно учитывая длину электродного стержня в начале сварки!
Теперь становится немножко более понятно, что
- Короткой дуге соответствует промежуток 0,5d … 1d. Такой дугой варят в нижнем положении, а также выполняют горизонтальные валики на вертикальной поверхности, вертикал, потолок и корневой шов. Так варят в преимущественном большинстве случаев. Основные достоинства короткой дуги: хорошая газовая защита и высокий уровень провара. Как известно, в результате сгорания обмазки электрода образуется газовое облако, которое защищает сварочную ванну от вредного влияния кислорода, соответственно, чем меньше расстояние между электродом и основным металлом, тем лучше защита. Кроме того, дуга представляет собой не столб, как, возможно, многие воображают себе, а конус. Это значит, что чем больше Lдуги, тем меньше разогрев детали, в результате чего появляются дефекты, в частности, подрезы.
- Средняя дуга определяется как 1d … 1,2d. Она влияет на увеличение ширины шва и уменьшение глубины провара, поэтому сварщики используют это свойство средней дуги при наплавке, иногда для сварки в нижнем положении.Длинная дуга выглядит как L>1,5d и возможна только на рутиловых, либо целлюлозных электродах. Крайне не рекомендуется для сварки.
Основные правила подготовки труб для сварки
По технологии сварки трубопроводов обрабатываемый материал нужно подготовить к работе. Процедура предусматривает такие действия:
- подбор типа сварки в соответствии с геометрией элементов, а также толщины их стенок;
- осмотр труб на предмет сколов, трещин или деформаций (под воздействием высокой температуры эти участки могут полностью разрушиться);
- разделка кромок под углом 90 градусов без каких-либо отклонений;
- зачистка и обезжиривание кромок труб до появления блестящей поверхности металла (используется жесткая щетка и химические средства).
Если толщина кромки больше 3 мм, ее скашивают, чтобы горячий металл полностью заполнил стык .
Сварка неповоротных стыков труб
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком
Очередность наложения превого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219 мм
Горизонтальные неповоротные стыки труб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком
При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаме тра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои — участками, равными половине окружности.
Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участ ками не более 250 мм.
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнят ь участками, равными четверти окружности.
Очередность выполнения и примерное расположение слоев и валиков (1 — 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.
Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации — механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая — подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида — передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси — флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов — голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты — под флюсом, толстопокрытые стержни;
- шлакогазовая защита — стержни толстопокрытого типа;
- газовая защита — в газовой среде;
- комбинированные защитные средства — среда из газа, покрытие, флюс.
Особенности сварки покрытыми электродами
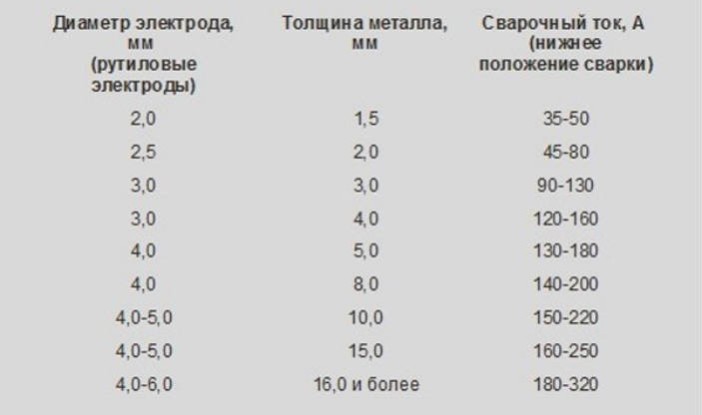
Первое, что вам нужно сделать — правильно выбрать диаметр электрода (в соответствии с типом и толщиной металла), а также установить оптимальную силу тока на сварочном аппарате. Сделав это вы уже существенно упростите дальнейшую работу и результат будет заметно лучше. Ниже вы можете видеть таблицу с рекомендуемыми значениями для рутиловых электродов.
Затем нужно разжечь дугу. Существует два способа, на картинке справа они промаркированы как «А» и «Б».
Метод «А» самый популярный. Нужно электродом коснуться поверхности металла и затем поднять его на несколько сантиметров. Также можно заменить касание на легкое постукивание. Метод «Б» используется реже, но его тоже нужно уметь использовать. Нужно коснуться электродом сварочной зоны и отвести его в сторону, по аналогии с тем, как вы зажигаете спичку. Этот метод также называется «чирканьем»
Также важно уметь определять правильный диаметр электрической дуги. Опытные мастера считают, что диаметр не должен превышать 0,7 – 1,0 от сечения металлического конца электрода
И мы согласны с этим. Конечно, допустимы небольшие отклонения, но все же рекомендуем придерживаться именно этого показателя. Это поспособствует образованию качественного прочного шва.
Обратите внимание на положение электрода. Оно напрямую зависит от того, в какой пространственной ориентации вы проводите сварку: горизонтальная, вертикальная, нижняя, потолочная, угловая и так далее
Если нужно сварить вертикальный шов, то электрод может располагаться параллельно свариваемой поверхности и перемещаться в любую сторону, на усмотрение сварщика. Если вы варите в нижнем положении, то электрод должен двигаться от себя. Допускается движение на себя, но только если другой вариант недоступен.
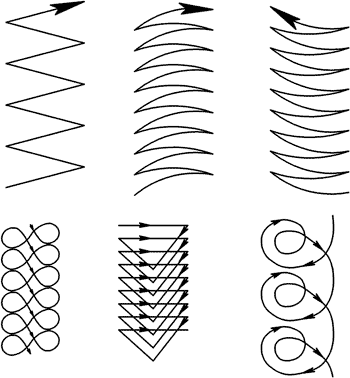
Также не забудьте о самих швах. В большинстве случаев их ширина должна быть сопоставима с диаметром электрода. Да, бывают специфичные работы, где шов очень широкий, но к ручной сварке это не относится. На рисунке ниже вы можете видеть наиболее распространенные траектории ведения шва. Они не единственно верные, но их будет достаточно для начинающего сварщика.
Еще швы могут быть однослойными и многослойными. Однослойные состоят, как не трудно догадаться, из одного слоя наплавленного металла, а многослойные — из нескольких. В многослойных соединениях есть так называемый нижний слой (или шов) и средний слой. От качества нижнего шва напрямую зависит долговечность сварного соединения. Даже если закрыть некачественный нижний шов более качественным средним, через время все равно появится коррозия и соединение начнет разрушаться.
Часто сварщики спорят о том, какой тип шва лучше. Конечно, однослойные швы делаются гораздо быстрее многослойных, но они не обладают должной эластичностью и долговечностью. Выбирайте тип шва исходя из поставленной задачи. Если вам нужно сварить стеллаж для гаража, то многослойные швы ни к чему.
Сварка на короткой дуге или методом опирания (что это значит на практике)
Фактически, работая в таком режиме, вы электродом касаетесь металла – обмазка скользит по изделию. Формулы, приведенные выше, представляют собой теоретическое обоснование. Они полезны для понимания сварочного процесса де-юре. Некоторые пускаются в вычисления, какую дугу нужно получить, этого делать не нужно. Сварка на короткой дуге – 1-2 мм – это расстояние от металлического стержня электрода до металла, но, в большинстве случаев, стержень горит быстрее, чем обмазка. Получается юбочка или козырек – это и есть вышеупомянутое расстояние. А если так, то и варить нужно, упираясь в металл. Отсюда и второе название метода.
Чем короче дуга, тем лучше для изделия и для вас.
Еще раз, что дает короткая дуга?
- Лучшее проплавление и защита шва;
- Меньшее тепловложение (потому что валик получается более узким и концентрированным).
Зачем нужна более более длинная дуга?
Когда вы удлиняете дугу, сварочный ток (амперы) уменьшаются и в шов меньше вкладывается тепла. Соответственно, если вы видите, что металл на гране прожога, дугу нужно увеличить.
Плюсы короткой дуги:
Сварочному аппарату в таком режиме варить гораздо легче, потому что вольтаж на дуге небольшой. Когда вы дугу удлиняете, ток падает, а вольтаж возрастает и в этом режиме аппарату сложнее работать (читайте подробно в статье «История про сварщика Джо и ВАХ инвертора»). Особенно это заметно, если у вас бюджетный инвертор, который собран с учетом того, что на всем сэкономлено. Злоупотребление длиной дуги в таком случае может закончиться просто-напросто его поломкой. Хорошему оборудованию, конечно, все равно как вы будете варить, но многие ли могут позволить себе такую роскошь?
При резке электродом этот опыт становится еще более актуальным!
Юбку перед сваркой нужно отломить. Токи на короткой дуге выставляют повыше. Особенно короткую дугу любят электроды с основным покрытием.
Понятно, что сварщик сам регулирует тепловложение в металл, но для этого ему нужен нормальный сварочный аппарат и качественные электроды.
Наплавка алюминия
Очень часто требуется не сварить детали, а отремонтировать. В ходе эксплуатации детали стираются, требуется нарастить на отдельные части дополнительные наплывы из металла. Наплавка требуется при различных ситуациях:
- Разбитость крепежных частей;
- Появление истертости;
- Выбитость кромок;
- Сколы;
- Разрушение кромок металлорежущих инструментов;
- Изношенность подшипниковых втулок и внутренних поверхностей.
Наплавкой в сварочной терминологии называется процесс восстановление утерянных форм, первоначальных размеров. Наплавка удобна тем, что ее можно расположить на любой поверхности, меняется ее толщина и объемы, происходит ремонт изношенного и дефектного оборудования.